🔬 Aluminiumteile für Halbleiterausrüstung × Analyse des 5-Achs-Bearbeitungsprozesses

Welche fünf Achsen hat eine 5-Achs-Maschine?
Die fünf Achsen einer 5-Achs-Bearbeitungsmaschine bezeichnen fünf Freiheitsgrade für gleichzeitige Bewegungen und Rotationen von Werkzeug oder Werkstück.
✅ Drei lineare Achsen
- X-Achse — Links–Rechts
- Y-Achse — Vor–Zurück
- Z-Achse — Auf–Ab
✅ Zwei Rotationsachsen
- A-Achse — Rotation um die X-Achse
- B-Achse — Rotation um die Y-Achse
(Optional: C-Achse um die Z-Achse)
📌 Typische Konfigurationen
① Trunnion-Tisch
② Schwenkbarer Spindelkopf
🛠 Vorteile der 5-Achs-Bearbeitung
✔ Bearbeitung komplexer Geometrien in einer Aufspannung
✔ Weniger Umspannungen
✔ Höhere Präzision und Effizienz
✔ Optimale Werkzeugausrichtung
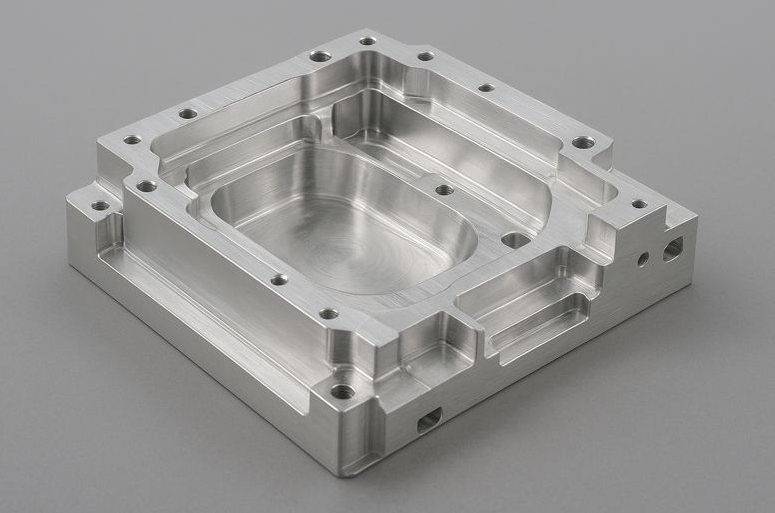
1. Rolle und Eigenschaften von Aluminiumteilen für Halbleiterausrüstung
📌 Häufige Anwendungsbauteile
- Vakuumkammer (Vacuum Chamber)
- Wafer-Träger / Chuck-Basis (Wafer Carrier / Chuck Base)
- Rahmen / Halterungen (Frame / Bracket)
- Gasverteilerplatten (Gas Distribution Plate)
- Abdeckungen, Hauben, Kühlstrukturen
📌 Warum wird Aluminium in Halbleiterausrüstung so häufig verwendet?
| Anforderung | Vorteil von Aluminium |
|---|---|
| Hohe Präzision | Mikrometer-genaues Bearbeiten möglich |
| Leichtbau | Reduziert die Trägheit der Anlage |
| Thermische Stabilität | Schnelle Wärmeableitung |
| Vakuumkompatibilität | Geringe Ausgasung |
| Korrosionsbeständigkeit | Geeignet für Oberflächenbehandlungen |
2. Häufig verwendete Aluminiumwerkstoffe für Halbleiterausrüstung
✅ Spezifizierte Qualitäten (sehr wichtig)
- 6061-T6 (Halbleiter-Qualität)
- 6063 / 6082 (Strukturbauteile)
- MIC-6 / ALCA-5 (Entspannungsgelassene Bleche)
📌 Bei Halbleiter-Aluminiumteilen liegt der Fokus nicht auf „Festigkeit“, sondern auf:
Geringe innere Spannungen + hohe Reinheit + kontrollierbare Verformung
3. Schlüsselfunktion der 5-Achs-Bearbeitung für Halbleiter-Aluminiumteile
🔑 Warum sind Halbleiter-Aluminiumteile fast immer 5-Achs-bearbeitungspflichtig?
1️⃣ Komplexe Vakuumstrukturen
- Mehrseitige Dichtungsrillen
- O-Ring-Rillen (hohe Ebenheit)
- Innere Kurvenflächen und Kanäle
2️⃣ Schrägbohrungen / Mehrwinkelbohrungen
- Gaszufuhrbohrungen
- Sensorbohrungen
- Gewindebohrungen in verschiedenen Winkeln
3️⃣ Einzelspannungsanforderung
- Spannfehler = Risiko von Vakuumlecks
- 5-Achs-Bearbeitung ermöglicht die Bearbeitung mehrerer Flächen in einem Spannvorgang
4. 5-Achs-Bearbeitungsprozess für Halbleiter-Aluminiumteile
1️⃣ Vorbearbeitung (DFM / DFM+)
- Überprüfung der Vakuum- und Dichtflächen
- Definition kritischer Flächen (Critical Surface)
- Festlegung von Referenzflächen und Spannrichtungen
- Materialreserve für Oberflächenbehandlung einplanen
📌 Bei Halbleiter-Aluminiumteilen zuerst die „nicht fehlerhaften Flächen“ definieren
2️⃣ 5-Achs-CAM-Strategie (Schwerpunkt)
- Hauptsächlich 3+2-Achs-Positionierung
- Teilweise simultane 5-Achs-Bearbeitung (Kurven, Fasen)
- Werkzeugposition fixieren, um ungleichmäßige Oberflächen zu vermeiden
👉 Halbleiterausrüstung ≠ Luft- und Raumfahrt-Außenteile
👉 Stabilität > aufwändige Werkzeugwege
3️⃣ Spannvorrichtungsdesign (Fixture Engineering)
- Maßgeschneiderte Aluminium-Vorrichtungen (gleiches Material für gleichmäßige Wärmeausdehnung)
- Vakuum-Saugplatten oder spannarme Halterungen
- Schutz der Referenzflächen (keine Beschädigung)
📌 Die meisten Halbleiter-Aluminiumteile benötigen standardmäßig spezielle Vorrichtungen
4️⃣ Grobbearbeitung (Spannungssteuerung)
- Abschnittsweises Abtragen von Material
- Symmetrische Bearbeitung links/rechts
- Vermeidung von einseitiger starker Zerspanung
Ziel:
Restspannungen reduzieren → Verformung verhindern
5️⃣ Zwischenzeitliche Spannungsentlastung (entscheidender Unterschied)
- Üblicher Ablauf für Halbleiter-Qualität:
- Nach Grobbearbeitung → künstliche / natürliche Alterung
- Danach Halbfertig- und Endbearbeitung
📌 Dieser Schritt existiert bei Standardindustriebauteilen nicht
6️⃣ Endbearbeitung (Vakuum-Qualitätsstandard)
- Planheit der Dichtflächen: ≤ 0,01 mm
- Oberflächenrauheit:
- Dichtflächen Ra ≤ 0,8 μm
- Nichtdichtflächen Ra ≤ 1,6 μm
- Verwendung neuer Werkzeuge
- Geringe Schnittiefe
- Stabile Temperaturkontrolle
7️⃣ Bohrungen / Kanäle / Gewinde
- 5-Achs-Positionierungsbearbeitung für Schrägbohrungen
- Kontrolle der Bohrungsgrate (Particle Control)
- Einheitliche Fasen vor dem Gewindeschneiden
8️⃣ Entgraten und Reinigung (kritisch für Halbleiter)
- Automatisches 5-Achs-Fasen
- Manuelles Feilen verboten
- Ultraschallreinigung
- DI-Wasser-Reinigung
- Reinraumverpackung (Class 1000 / 100)
9️⃣ Oberflächenbehandlung (Halbleiterspezifikation)
- Häufige Spezifikationen:
- Weiße Eloxierung (Sulfuric / Oxalic)
- Harteloxierung (Hard Anodize)
- Chemisches Nickel (EN-P, niedrig Phosphor)
📌 Nach der Oberflächenbehandlung überprüfen:
- Abmessungen
- Schichtdicke
- Bohrungspositionen
5. Qualitätsprüfung und Dokumentation (wichtig für Gerätehersteller)
- Vollständige Maßprüfung mit CMM
- Vakuumlecktest
- Oberflächenrauheitsbericht
- Materialzertifikat (Aluminium)
- Prozessfluss / Prüfbericht
6. Schlüssel zum Erfolg bei der Bearbeitung von Halbleiter-Aluminiumteilen
✅ Einzelspannvorgang
✅ Spannungssteuerung
✅ Partikelkontrolle
✅ Reinigung und Verpackung
✅ Vollständige Dokumentation
Halbleiter-Aluminiumteile sind nicht einfach „fertig bearbeitet“; entscheidend ist, ob sie in die Maschine eingebaut und in den Prozess integriert werden können.
5-Achs-Bearbeitungsprozess für Aluminiumlegierungen
Nachfolgend wird aus praxisnaher Fertigungssicht ein gängiger und bewährter 5-Achs-Bearbeitungsprozess für Aluminiumlegierungen dargestellt, der für hochpräzise Anwendungen wie Luft- und Raumfahrt, Halbleiterausrüstungen, Automobilindustrie und optische Komponenten geeignet ist.
🔧 I. Materialauswahl (gängige Aluminiumlegierungen)
Je nach Anwendung werden häufig folgende Aluminiumlegierungen eingesetzt:
| Aluminiumlegierung | Eigenschaften | Typische Anwendungen |
|---|---|---|
| 6061-T6 | Gute Allround-Eigenschaften, sehr gut zerspanbar | Strukturbauteile, Maschinenteile |
| 7075-T6 | Sehr hohe Festigkeit, höhere Härte | Luft- und Raumfahrt, hochbelastete Bauteile |
| 5052 | Sehr gute Korrosionsbeständigkeit | Blechbauteile, Gehäuse |
| MIC-6 / ALCA-5 | Spannungsarm geglüht | Präzisionsplattformen, Vorrichtungen |
📌 In der 5-Achs-Bearbeitung werden überwiegend 6061 und 7075 eingesetzt, da sie eine gute Balance zwischen Zerspanbarkeit und Steifigkeit bieten.
⚙️ II. Gesamtablauf des 5-Achs-Bearbeitungsprozesses
1️⃣ Prozessbewertung und Fertigungsplanung
- Analyse des 3D-Modells (Freiformflächen, Fasen, Bohrungswinkel)
- Entscheidung zwischen simultaner 5-Achs-Bearbeitung oder 3+2-Positionierbearbeitung
- Festlegung von Bezugsebenen und Bearbeitungsrichtungen
- Bewertung von Kollisionen und Werkzeugauskraglängen
👉 Vorteil der 5-Achs-Bearbeitung: Mehrseitenbearbeitung in einer einzigen Aufspannung
2️⃣ CAM-Programmierung (5-Achs-Werkzeugbahnplanung)
Gängige CAM-Systeme:
- Siemens NX
- Mastercam
- PowerMill
- hyperMILL
Wesentliche CAM-Aspekte:
- Werkzeugorientierung und Kollisionsvermeidung
- Z-konstante / äquidistante / Fließlinien-Bearbeitungsstrategien
- Optimaler Schnittwinkel zur Reduzierung von Aluminiumaufbauschneiden
3️⃣ Aufspannung und Positionierung (Vorrichtungen)
Besonderheiten bei Aluminium:
- Vermeidung übermäßiger Spannkräfte zur Verhinderung von Verzug
Verwendete Spannmittel:
- Vakuumspannvorrichtungen
- Weiche Spannbacken
- Kundenspezifische 5-Achs-Vorrichtungen
📌 Typisch für die 5-Achs-Bearbeitung: eine Aufspannung mit Mehrwinkelbearbeitung
4️⃣ Schruppen (Roughing)
Ziel: Schneller Materialabtrag ohne Verformung
- Werkzeuge: Großdurchmesser-Schaftfräser, Eckradiusfräser
- Bearbeitungsstrategien:
- Hochgeschwindigkeitsbearbeitung (HSC/HSM)
- Dynamisches Fräsen (Adaptive)
Schnittparameter (Richtwerte):
- Hohe Drehzahl
- Mittlere bis hohe Vorschübe
- Geringe Schnitttiefe
🛠 Aluminiumlegierungen eignen sich besonders für hohe Drehzahlen und hohe Vorschübe
5️⃣ Schlichtvorbereitung (Semi-Finish)
Ziele:
- Korrektur von Verzug
- Gleichmäßige Aufmaßzugabe für die Schlichtbearbeitung
- Sicherstellung der Flächengenauigkeit durch simultane 5-Achs-Steuerung
Restaufmaß: 0,2–0,5 mm
6️⃣ Schlichtbearbeitung (Finish)
Zentrale Prozessstufe für die Oberflächenqualität
Werkzeuge:
- Kugelfräser
- Torus-/Radiusfräser
Vorteile der simultanen 5-Achs-Bearbeitung:
- Konstanter optimaler Schnittwinkel
- Reduzierte Werkzeugspuren
Oberflächenrauheit:
- Ra 0,8–1,6 μm
- Bei optischen Bauteilen auch deutlich feiner möglich
📌 Die 5-Achs-Bearbeitung ermöglicht Flankenschnitt, was zu einer deutlich besseren Oberflächenqualität führt
7️⃣ Bohrungsbearbeitung und Fasen (Mehrwinkel)
- Schräge und gekreuzte Bohrungen in einem Arbeitsgang
- Automatische Achsindexierung
- Hohe Koaxialität und Positionsgenauigkeit
8️⃣ Entgraten und Oberflächenbehandlung
- Automatisches Kantenverfolgen mit 5-Achs-Fasenwerkzeugen
- Reduzierung manueller Nacharbeit
Nachbehandlungsoptionen:
- Eloxieren (Anodisieren)
- Harteloxieren
- Sandstrahlen + Eloxieren
- Chemische Konversionsbeschichtung (Chromatieren)
9️⃣ Qualitätsprüfung (QC)
- Koordinatenmessmaschine (CMM)
- Messung der Oberflächenrauheit
- Prüfung von Koaxialität, Ebenheit und Winkeln
🚀 III. Zentrale Vorteile der 5-Achs-Aluminiumbearbeitung
✔ Weniger Aufspannungen → höhere Präzision
✔ Komplexe Freiformflächen in einem Arbeitsgang
✔ Gleichzeitige Bearbeitung von Schrägbohrungen und Fasen
✔ Überlegene Oberflächenqualität
✔ Deutlich verkürzte Durchlaufzeiten
🧠 IV. Wichtige Hinweise aus der Praxis
- Späneansammlungen vermeiden → Kühlschmierstoff mit hohem Volumenstrom
- Werkzeuge mit Anti-Adhäsionsbeschichtung (TiB₂ / DLC) einsetzen
- Thermische Verformungen kontrollieren
- Vollständige CAM-Simulation ist zwingend erforderlich
#CNC-Bearbeitung #Präzisionsbearbeitung #Positioniergenauigkeit #Bearbeitungsgenauigkeit #CNC-Werkzeugmaschinen #5-Achs-Bearbeitung #Präzisionsteilebearbeitung #Automatische Bearbeitungstechnologie #CNC-Werkzeugmaschinengenauigkeit
#Be- und Entladen von Maschinenschienen #KI-gestützter automatischer Stapelroboterarm
#Yongyi Technology #Automatische Sondermaschinenfertigung #Automatische Armhandhabung und -beladung #Automatische Inspektion und Montage
#Roboterarm-Sauggreiferserie #CNC-Präzisionskomponentenfertigung #Komponenten für die Halbleiterautomatisierung #Edelstahl, Aluminiumlegierung, Kohlenstoffstahl, Kupferlegierung
#Technische Kunststoffe #Blechschweißmontage #Keramik-Quarz-Bearbeitung #Kundenspezifische Vorrichtungsentwicklung, -fertigung und -konstruktion #Kundenmontageservice
#Feinverstellsystem für Schiebetische #Digitalmikroskop #Aluminium-Extrusionswagen #Japanische NPM-Serie
#Halbleiterkomponenten #Komponenten für Automatisierungsanlagen #CNC-Bearbeitung #Roboterarm-Be- und Entladung #Automatische Be- und Entladeanlagen #Intelligente Fertigung #Automatisierte Produktionslinie #Intelligente Fabrik #Automatisierungstechnik
#CNC-Bearbeitung #CNC-Präzisionsbearbeitung #Halbleiterbauteile #Automatisierungstechnik #Präzisionsbauteile #Roboterarm #Edelstahlbearbeitung #Technische Kunststoffe #Keramikverarbeitung
Yong Yi Technology
Logo der Yong Yi Technology Co., Ltd.
Standort: Nr. 188-9, Abschnitt 1, Dafeng Road, Tanzih District, Taichung City, Taiwan 42756, China
Tel.: +886-4-25341382
Lautstärkeregelung: +886-4-25341847
E-Mail: yongyi-sales@umail.hinet.net
E-Mail: justinwu6767@gmail.com