
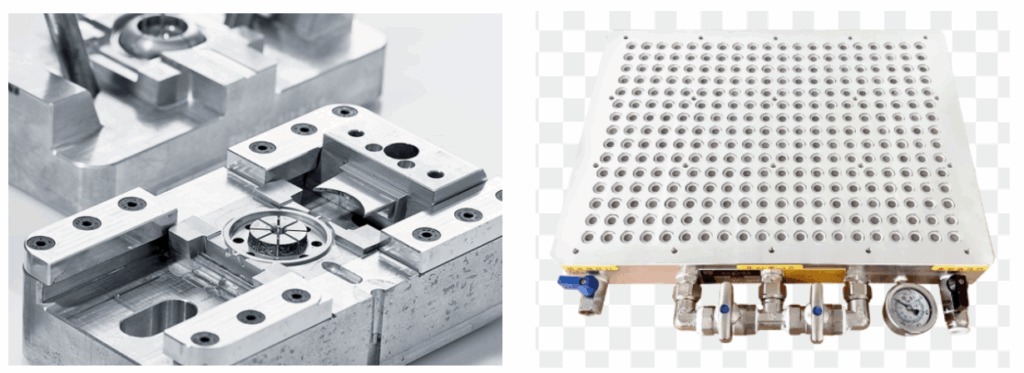
Poröse Formen und Formen aus Flüssigsilikonkautschuk (LSR) für Medizinteile stellen höchste Anforderungen an die CNC-Bearbeitung, da sie Genauigkeit, Oberflächenqualität und komplexe Strukturen erfordern. Die wichtigsten Technologien sind:
🔧 CNC-Technologien für poröse Formen
- Hochpräzises Mikrofräsen: Porenstrukturen können Mikrometer-Bohrungen erfordern, wofür Mikro-Werkzeuge oder EDM notwendig sind.
- Hochgeschwindigkeitsfräsen: Reduziert Werkzeugbelastung, verbessert die Oberflächenqualität und verhindert Gratbildung an Bohrungswänden.
- 5-Achs-Bearbeitung: Ermöglicht Mehrwinkelbearbeitung komplexer Geometrien, ohne Fehler durch Mehrfachaufspannung.
- EDM / Mikro-EDM: Ideal für sehr kleine, tiefe oder unregelmäßige Bohrungen, die konventionell nicht erreichbar sind.
- Polieren und Oberflächenbehandlung: Sorgt für glatte Bohrungswände und verhindert Rückstände in medizinischen Anwendungen.
🔧 CNC-Technologien für LSR-Formen
- Präzisionskavitätenbearbeitung: Ultra-hohe Oberflächengüte (Ra < 0,2 μm) für glatte LSR-Formflächen.
- Thermische Kontrollstrukturen: Präzises Fräsen von Heiz- und Kühlkanälen.
- Hartstahlbearbeitung: Hartfräsen von Edelstahl oder gehärteten Stählen.
- 5-Achs- und Tiefkavitätenbearbeitung: Geeignet für komplexe Freiformflächen und tiefe Kavitäten.
- Formausrichtungsgenauigkeit: Mikron-genaue Passung zur Vermeidung von Silikonleckagen.
一、整體製程流程 | Overall Process Flow (Recommended)
Designphase (DFM): Bohrungsdurchmesser, Toleranzen, Tiefe/Längen-Durchmesser-Verhältnis, Entlüftung und Zugänglichkeit der Innenflächen prüfen.
Schruppen (konventionelles Fräsen): Entfernen des Großteils des Materials.
Mikrofräsen: Bearbeitung feiner Geometrien, scharfer Ecken und Kavitäsdetails.
Mikro-/Tiefloch-EDM (Bohr-EDM / Mikro-EDM): Bei sehr kleinen Durchmessern oder harten Materialien einsetzen.
Entgraten & Innenbearbeitung: Falls nötig AFM oder Ultraschallpolieren anwenden.
Feinpolieren: Manuelles Polieren, Diamantfolie, Ultraschall, Elektrolyt-Polieren oder Spiegel-EDM-Texturierung, um das geforderte Ra zu erreichen.
Prüfung: Optisches Profilometer, Weißlichtinterferometer, KMG oder Mikroskopmessung.
Reinigung: Spülen mit DI-Wasser, Trocknen, Verpacken (medizinische Teile benötigen Reinraum/Ölfreiheit).
二、微細銑削(Micro-milling) | Micro-milling
Prinzip & Anwendung
Sehr kleine Schaftfräser bearbeiten Mikrostrukturen und Kavitäten direkt. Geeignet für hohe Formfreiheit und exzellente Oberflächenqualität innerhalb des Werkzeugbereichs.
Werkzeuge & Ausstattung
- Mikrofräser: 0,05–3 mm, meist ultrafeinkörniger Hartmetall.
- Hochgeschwindigkeitsspindel: mehrere zehntausend U/min.
- Hohe Maschinesteifigkeit, vibrationsarme Spanntechnik, minimierter Überstand.
- Präzisionsaufnahmen für geringen Rundlauf.
Strategie / Parameter
- Kleine Zustelltiefen, geringe Überlappung, mehrere Bearbeitungsschritte (Schruppen–Halbschlichten–Feinschlichten).
- Hoher Vorschub pro Zahn, trochoidale Bahnen, Gleichlauffräsen.
- Kühlung/Schmierung: MQL oder geringe Kühlmittelmengen.
Oberflächenqualität & Grenzen
- Submikrometer-Ra erreichbar, aber durch Rundlauf und Werkzeugverschleiß beeinflusst.
- Bei <0,08–0,1 mm Durchmesser oder großem L/D-Verhältnis ist Mikro-EDM vorzuziehen.
三、微細 EDM(Micro-EDM) | Micro Electrical Discharge Machining
Principio & Applicazione
Rimuove materiale tramite scariche elettriche. Indicato per micro-fori profondi, forme particolari o aree non raggiungibili da utensili da taglio. Limitato ai materiali conduttivi.
Utensili & Attrezzature
- Micro-elettrodi: rame/tungsteno, diametro fino a 10–20 μm.
- Controllo servo ad alta precisione per mantenere il gap di scarica.
- Alimentazione stabile per regolare l’energia degli impulsi.
- Struttura macchina rigida per garantire stabilità.
Strategia / Parametri
- Impulsi a bassa energia per asportazioni al livello micron.
- Avanzamento lento e lavorazione segmentata per evitare cortocircuiti.
- Ottimale per fori ad alto rapporto L/D, microstrutture e stampi medicali.
Qualità superficiale & Limiti
- Ra <0,1 μm raggiungibile, senza bave.
- Efficienza inferiore alla fresatura, solo materiali conduttivi.
四、拋光與表面處理 | Polishing & Surface Finishing
Zweck
Entfernen von Graten, EDM-Recast beseitigen, Ra reduzieren und Fluid-/Biokompatibilität sicherstellen—besonders wichtig für Medizinbauteile.
Gängige Methoden
- Hand-/Maschinenpolieren: Ölsteine, Diamantscheiben, Filzscheiben.
- Spiegel-EDM / Mirror-EDM Texturierung.
- Ultraschallpolieren: effektiv für tiefe Kavitäten und Mikrolöcher.
- Abrasive Flow Machining (AFM / Extrude Honing): hochviskoses Abrasivfluid entfernt EDM-Recast gleichmäßig.
- Elektrochemisches Polieren / Chemisches Ätzen: Mikroskopische Oberflächenschicht entfernen, Spannungen abbauen.
Oberflächenrauheitsziele
- Hochwertige LSR-Formen: Ra ≤ 0,2 μm.
- Standardformen: Ra 0,4–1,0 μm.
五、檢測與量測 | Metrology
Gängige Messgeräte / Methoden
- Weißlichtinterferometer / 3D-Optikprofiler: berührungslose Messung von Mikron/Submikron-Oberflächenrauheit und Topographie.
- Optisches Mikroskop / Vision-Messsystem: vergrößerte Inspektion von Lochöffnungen, Durchmessern und Defekten.
- KMG (Kontaktmessung): Gesamtgeometrie und Toleranzen; begrenzt für Mikrobohrungen oder dünnwandige Teile.
- Spezielle Mikrosonden / berührungslose Fasersonden: Scan von Innen-Durchmessern kleiner Löcher.
Praktische Hinweise
- Mikrobohrungen und Innenflächen benötigen 100–400x Vergrößerung oder Interferometer zur Kontrolle von Ra und Restpartikeln.
- Messschritte in die Prozessvalidierung (IQ/OQ/PQ) einbeziehen, besonders bei Medizinbauteilen.
六、常見問題與實務建議 | Common Issues & Practical
| Problem | Mögliche Ursache | Lösung / Empfehlung |
|---|---|---|
| Werkzeugbruch / Ausbrüche | Werkzeugüberstand zu groß, Schnitt zu tief, geringe Steifigkeit | Werkzeugüberstand reduzieren, Schnitttiefe verringern, kürzere/steifere Halter, Spindelsteifigkeit erhöhen |
| Vibration / Rattern beeinflusst Oberfläche | Spannvorrichtung steifigkeit unzureichend, Werkzeug nicht ausgewuchtet | Spannvorrichtung steifer, Werkzeug ausbalancieren, vibrationsarme Werkzeugwege, Schnittparameter reduzieren |
| EDM Recast / Weißschicht | Grobentladung oder falsche Parameter | Feinentladung, nachbearbeiten mit AFM / Ultraschall / chemisches Polieren |
| Innenloch nicht direkt polierbar | Schlecht zugängliche tiefe / enge Löcher | AFM, Ultraschallflusspolieren, demontierbare Formabschnitte |
| Reinigung / Öl- oder Polierpaste-Rückstände | Unzureichende Reinigung | Ultraschallreinigung + DI-Wasserspülung + Trocknen / Sterilisation, Reinigungsverifizierung |
| Maßstabilität (Grat / Dichtprobleme) | Geringe Formausrichtgenauigkeit oder schlechte Temperaturkontrolle | Formausrichtung erhöhen, Temperatur steuern, Oberflächenrauheit und Toleranz prüfen |
Praktische Empfehlungen
- Mikroloch ≥0,1 mm, L/D <3–5: Mikrofräsen; Loch <0,08–0,1 mm oder hohes L/D: Mikro-EDM empfohlen.
- Oberflächenrauheit: LSR / Spiegelbereiche Ra ≤0,2 μm; Standardformen Ra 0,4–1,0 μm.
- Prüfungen: Durchmesser, Position, Toleranz, Ra, Grate, EDM-Recast, Sauberkeit.
#Porenform #MikrolochGenauigkeit #Oberflächenqualität #MikroFräsen #MikroEDM #Funkenerosion #Kleinlochbohren #Tieflochbearbeitung #FormPolieren #Spiegelpolieren #Ultraschallpolieren #AbrasiveFlowMachining #AFM #Innenflächenbearbeitung #Formprüfung #OptischeMessung #CMM #MedizinischeForm #MikrofluidikChips #MedizinischeVerbrauchsmaterialien #Implantate
-> 工具機產業報告PMC
詠翊科技有限公司

email yongyi-sales@umail.hinet.net
email justinwu6767@gmail.com