
🔬 半導體設備鋁件 × 五軸加工製程解析
一、五軸加工機哪五軸
五軸加工機的「五軸」指的是刀具或工件可以同時沿五個不同方向移動/旋轉的自由度。這五個軸通常是:
✅ 基本三個線性軸(與三軸銑床相同)
- X 軸 —— 左右移動
- Y 軸 —— 前後移動
- Z 軸 —— 上下移動
這三個軸控制刀具在三維空間的位置。
✅ 兩個額外的旋轉軸(A、B、C)
- A 軸 —— 圍繞 X 軸旋轉
- B 軸 —— 圍繞 Y 軸旋轉
(有時會用 C 軸 —— 圍繞 Z 軸旋轉,但一般兩個旋轉軸是 A 和 B)
📌 常見五軸配置舉例
不同廠牌/型號的五軸加工機結構會不同,但常見有:
① 轉台+傾斜頭(Trunnion)
- A 軸:工作台繞 X 軸傾斜
- B 軸:工作台繞 Y 軸旋轉
➡️ 適合大型工件
② 傾斜主軸頭(Tilting Head)
- A 軸:主軸頭繞 X 軸傾斜
- C 軸:主軸頭繞 Z 軸旋轉
➡️ 適合複雜零件,角度彈性高
🛠 這樣能做到什麼?
五軸加工比傳統三軸多了兩個方向的角度調整能力,因此可以:
✔ 同一工步加工複雜曲面
✔ 減少裝夾次數
✔ 提升加工精度與效率
✔ 實現刀具姿態最佳化、避免干涉
二、半導體設備鋁件的角色與特性
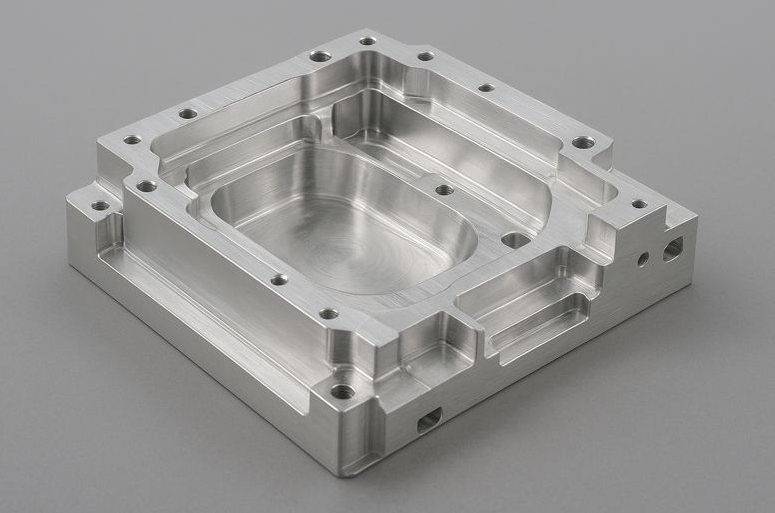
📌 常見應用零組件
- 真空腔體(Vacuum Chamber)
- 載具 / 托盤(Wafer Carrier / Chuck Base)
- 機構框架(Frame / Bracket)
- 氣體分配板(Gas Distribution Plate)
- 遮罩、護蓋、散熱結構
📌 為何半導體設備大量使用鋁合金?
| 需求 | 鋁合金優勢 |
|---|---|
| 高精度 | 易達微米級加工 |
| 輕量化 | 降低設備慣性 |
| 熱穩定 | 散熱快 |
| 真空相容 | 低放氣 |
| 耐蝕性 | 適合表面處理 |
二、半導體設備鋁件常用材料規格
✅ 指定等級(非常重要)
- 6061-T6(Semiconductor Grade)
- 6063 / 6082(結構件)
- MIC-6 / ALCA-5(應力消除板材)
📌 半導體用鋁件重點不是「強度」,而是:
低內應力 + 高純度 + 可控變形
三、五軸加工在半導體鋁件的關鍵價值
🔑 為什麼半導體鋁件「幾乎一定要五軸」?
1️⃣ 複雜真空結構
- 多面密封槽
- O-Ring Groove(高平面度)
- 內部曲面與流道
2️⃣ 斜孔 / 多角度孔位
- 氣體導入孔
- 感測器孔
- 螺紋孔不同角度
3️⃣ 一次裝夾要求
- 裝夾誤差=真空漏氣風險
- 五軸一次完成多面加工
四、半導體設備鋁件五軸加工製程流程
1️⃣ 前製工程(DFM / DFM+)
- 確認真空面、密封面
- 定義 Critical Surface(關鍵面)
- 設定基準面與裝夾方向
- 預留表面處理尺寸補正量
📌 半導體鋁件:先定義「不能失敗的面」
2️⃣ 五軸 CAM 策略(重點)
- 以 3+2 定位加工 為主
- 局部使用五軸同動(曲面、倒角)
- 刀具姿態固定,避免表面不均
👉 半導體設備 ≠ 航太外觀件
👉 穩定性 > 華麗路徑
3️⃣ 裝夾設計(Fixture Engineering)
- 客製鋁治具(同材質熱膨脹一致)
- 真空吸盤或低應力夾持
- 基準面保護(不得壓傷)
📌 多數半導體鋁件:專用治具是標配
4️⃣ 粗加工(Stress Control)
- 分段去料
- 左右對稱加工
- 避免單側大量切削
目的:
降低殘留應力 → 防止變形
5️⃣ 中間應力釋放(關鍵差異)
半導體等級常見流程:
- 粗加工後
- 👉 人工時效 / 自然時效
- 👉 再進行半精、精加工
📌 這一步是一般工業件「沒有」的
6️⃣ 精加工(真空等級標準)
- 密封面平面度:≤ 0.01 mm
- 表面粗糙度:
- 密封面 Ra ≤ 0.8 μm
- 非密封面 Ra ≤ 1.6 μm
- 使用:
- 新刀
- 低切深
- 穩定溫控
7️⃣ 孔位 / 流道 / 螺紋
- 五軸定位加工斜孔
- 控制孔口毛邊(Particle Control)
- 攻牙前倒角必須一致
8️⃣ 去毛邊與清潔(半導體關鍵)
- 五軸自動倒角
- 禁止人工銼修
- 超音波清洗
- DI Water 清洗
- 無塵室包裝(Class 1000 / 100)
9️⃣ 表面處理(Semiconductor Spec)
常見規格:
- 白色陽極氧化(Sulfuric / Oxalic)
- 硬質陽極(Hard Anodize)
- 化學鎳(EN-P,低磷)
📌 表面處理後需再檢:
- 尺寸
- 膜厚
- 孔位變化
五、品質檢驗與文件(設備商重視)
- CMM 全尺寸量測
- 真空洩漏測試
- 表面粗糙度報告
- Material Cert(鋁材證明)
- Process Flow / Inspection Report
六、半導體設備鋁件加工的「成敗關鍵」
✅ 一次裝夾
✅ 應力控制
✅ 顆粒管理(Particle)
✅ 清潔與包裝
✅ 文件完整性
半導體設備鋁件不是「加工完成就好」,
而是 能不能進機台、進製程。
三、五軸加工鋁合金製程
以實務製造角度,整理一套常見且成熟的 「五軸加工鋁合金製程」,適用於航太、半導體設備、汽車、光學零件等高精度需求。
🔧 一、材料選擇(鋁合金常用牌號)
依應用不同,常見選擇如下:
| 鋁合金 | 特性 | 常見應用 |
|---|---|---|
| 6061-T6 | 綜合性佳、易加工 | 結構件、設備零件 |
| 7075-T6 | 高強度、較硬 | 航太、受力件 |
| 5052 | 耐蝕性佳 | 薄板、外殼 |
| MIC-6 / ALCA-5 | 應力消除佳 | 精密平台、治具 |
📌 五軸加工多選 6061 / 7075,兼顧切削性與剛性。
⚙️ 二、五軸加工整體製程流程
1️⃣ 製程評估與工法規劃
- 3D 模型分析(曲面、倒角、孔位角度)
- 判斷是否需 五軸同動 或 3+2 定位加工
- 設定基準面與加工方向
- 評估干涉、刀具伸長量
👉 五軸優勢:一次裝夾完成多面加工
2️⃣ CAM 編程(五軸路徑規劃)
常用軟體:
- Siemens NX
- Mastercam
- PowerMill
- HyperMill
CAM 重點:
- 刀具姿態控制(避免碰撞)
- 等高 / 等距 / 流線加工
- 最佳切削角度(減少鋁黏刀)
3️⃣ 裝夾與定位(Fixture)
鋁合金特別注意:
- 避免過度夾持造成變形
- 使用:
- 真空治具
- 軟爪
- 客製化五軸治具
📌 五軸常用 單次裝夾 + 多角度加工
4️⃣ 粗加工(Roughing)
目標:快速去料、不變形
- 刀具:大直徑立銑刀、圓角刀
- 切削策略:
- 高速切削(HSM)
- 動態銑削(Adaptive)
- 切削參數(示意):
- 高轉速
- 中~大進給
- 淺切深
🛠 鋁合金適合 高速、大進給
5️⃣ 半精加工(Semi-Finish)
目的:
- 修正變形
- 為精加工保留均勻餘量
- 五軸同動控制曲面精度
- 保留 0.2~0.5 mm 餘量
6️⃣ 精加工(Finish)
重點製程核心:
- 刀具:
- 球刀
- 圓鼻刀
- 五軸同動:
- 維持最佳切削角度
- 降低刀痕
- 表面粗糙度:
- 可達 Ra 0.8~1.6 μm
- 光學件可更低
📌 五軸可讓刀具「側刃切削」,表面品質更好
7️⃣ 孔加工與倒角(多角度)
- 斜孔、交錯孔位一次完成
- 五軸自動轉角
- 精準同軸度與位置度
8️⃣ 去毛邊與表面處理
- 五軸倒角刀自動追邊
- 減少人工修整
後處理選項:
- 陽極氧化(Anodizing)
- 硬膜氧化
- 噴砂 + 陽極
- 化成處理(Chromate)
9️⃣ 品質檢測(QC)
- 三次元量測(CMM)
- 表面粗糙度檢測
- 同心度、平面度、角度檢查
🚀 三、五軸加工鋁合金的關鍵優勢
✔ 減少裝夾 → 精度提升
✔ 複雜曲面一次完成
✔ 斜孔、倒角同步加工
✔ 表面品質更佳
✔ 製程時間大幅縮短
🧠 四、實務加工注意事項
- 避免鋁屑堆積 → 高流量切削液
- 刀具需防沾黏塗層(TiB2 / DLC)
- 控制熱變形
- CAM 模擬一定要完整
#CNC加工 #數控加工 #精密加工 #定位精度 #加工精度 #數控機床 #五軸加工 #精密零件加工 #自動化加工技術 #CNC機台精度
#上下料機台滑軌 #AI自動疊棧機械手臂
#詠翊科技 #自動化專用機製造 #自動化手臂搬運上下料 #自動化檢測及組裝
#機械手吸盤夾爪系列 #CNC精密零組件製造 #半導體自動化零組件供應 #不鏽鋼鋁合金碳鋼銅合金
#工程塑膠 #板金焊接組 #陶瓷石英加工 #客製化治具設計製造開發 #客戶代組裝服務
#滑台微調台系統 #數位顯微鏡 #鋁擠型台車 #日本NPM系列產品
#半導體零組件 #自動化設備零組件 #CNC加工 #機械手臂上下料 #自動上下料設備 #智慧製造 #自動化生產線 #智能工廠 #自動化設備
#cnc加工 #cnc精密加工 #半導體零組件 #自動化設備 #精密零組件 #機器手臂 #不鏽鋼加工 #工程塑膠 #陶瓷加工
詠翊科技
詠翊科技有限公司

location_on 42756 台灣台中市潭子區大豐路一段188-9號
email yongyi-sales@umail.hinet.net
email justinwu6767@gmail.com