
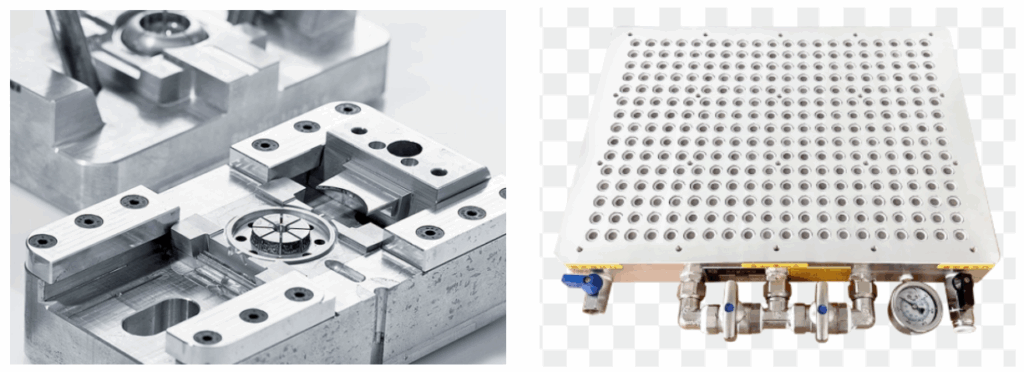
Gli stampi porosi e gli stampi in silicone liquido (LSR) per componenti medicali richiedono standard molto elevati nella lavorazione CNC, a causa della precisione, qualità superficiale e strutture complesse. Le principali tecnologie richieste sono:
🔧 Tecnologie CNC per stampi porosi
- Micro-lavorazione ad alta precisione: Le strutture porose possono avere fori a livello micrometrico, richiedendo micro-utensili o EDM.
- Fresatura ad alta velocità: Riduce il carico sull’utensile, migliora la qualità della superficie ed evita bave sulle pareti dei fori.
- Lavorazione a 5 assi: Consente tagli multi-angolo su geometrie porose complesse, evitando errori di riposizionamento.
- EDM / Micro-EDM: Adatta a micro-fori profondi e forme irregolari non raggiungibili con utensili convenzionali.
- Lucidatura e finitura superficiale: Garantisce pareti lisce e prive di residui per applicazioni medicali.
🔧 Tecnologie CNC per stampi LSR
- Lavorazione di cavità di precisione: Superfici con finitura ultra-liscia (Ra < 0,2 μm).
- Strutture di controllo termico: Lavorazione precisa di canali di riscaldamento/raffreddamento.
- Lavorazione acciai duri: Fresatura dura di acciaio inox o acciai temprati.
- Lavorazione a 5 assi e cavità profonde: Ideale per superfici curve complesse e cavità profonde.
- Precisione di allineamento stampo: Accoppiamento a livello micrometrico per evitare perdite di silicone.
一、整體製程流程 | Overall Process Flow (Recommended)
Fase di progettazione (DFM): Confermare diametro fori, tolleranze, profondità/rapporto L/D, sfiati ed accessibilità delle superfici interne.
Lavorazione di sgrossatura (fresatura convenzionale): Rimozione della maggior parte del materiale.
Micro-fresatura: Lavorazione di geometrie fini, angoli acuti e dettagli delle cavità.
Fori micro / EDM a fori profondi (hole-drill EDM / micro-EDM): Utilizzato per diametri molto piccoli o materiali troppo duri.
Sbavatura & finitura interna: Applicare AFM o lucidatura ultrasonica se necessario.
Lucidatura di precisione: Lucidatura manuale, film diamantato, ultrasonica, elettrolucidatura o texturizzazione EDM a specchio per raggiungere il Ra richiesto.
Ispezione: Profilometro ottico, interferometria a luce bianca, CMM, misurazione al microscopio.
Pulizia: Risciacquo con acqua DI, asciugatura e confezionamento (parti medicali richiedono ambiente sterile/senza olio).
二、微細銑削(Micro-milling) | Micro-milling
Principio & Applicazione
Utilizza frese di diametro ultra-ridotto per lavorare direttamente micro-geometrie e cavità. Indicato per libertà di forma elevata e qualità superficiale molto alta.
Utensili & Attrezzature
- Micro-frese: 0,05–3 mm, in carburo a grana ultrafine.
- Mandrino ad alta velocità: decine di migliaia di giri/min.
- Macchina rigida, attrezzaggi antivibrazione, sporgenza utensile minima.
- Mandrini di alta precisione per ridurre il run-out.
Strategia / Parametri
- Piccole profondità di passata, bassi step-over, più passaggi (sgrossatura, semifinitura, finitura).
- Alto avanzamento per dente, percorsi trocoidali, fresatura concorde.
- Raffreddamento/lubrificazione: MQL o ridotte quantità di refrigerante.
Qualità superficiale & Limiti
- Ra sub-micron raggiungibile, ma influenzato da run-out e usura utensile.
- Per diametri <0,08–0,1 mm o rapporti L/D alti, preferibile micro-EDM.
三、微細 EDM(Micro-EDM) | Micro Electrical Discharge Machining
Principio & Applicazione
Rimuove materiale tramite scariche elettriche. Indicato per micro-fori profondi, forme particolari o aree non raggiungibili da utensili da taglio. Limitato ai materiali conduttivi.
Utensili & Attrezzature
- Micro-elettrodi: rame/tungsteno, diametro fino a 10–20 μm.
- Controllo servo ad alta precisione per mantenere il gap di scarica.
- Alimentazione stabile per regolare l’energia degli impulsi.
- Struttura macchina rigida per garantire stabilità.
Strategia / Parametri
- Impulsi a bassa energia per asportazioni al livello micron.
- Avanzamento lento e lavorazione segmentata per evitare cortocircuiti.
- Ottimale per fori ad alto rapporto L/D, microstrutture e stampi medicali.
Qualità superficiale & Limiti
- Ra <0,1 μm raggiungibile, senza bave.
- Efficienza inferiore alla fresatura, solo materiali conduttivi.
四、拋光與表面處理 | Polishing & Surface Finishing
Scopo
Rimuovere bave, eliminare recast EDM, ridurre Ra e garantire compatibilità fluida/biologica, critico per parti medicali.
Metodi Comuni
- Lucidatura manuale/meccanica: pietre, ruote diamantate, ruote in feltro.
- Mirror EDM / texturizzazione EDM specchio.
- Lucidatura ultrasonica: efficace per cavità profonde e micro-fori.
- Abrasive Flow Machining (AFM / Extrude Honing): fluido abrasivo ad alta viscosità rimuove uniformemente il recast EDM.
- Elettrolucidatura / incisione chimica: rimuove strato superficiale micronico e concentrazioni di stress.
Obiettivi di Rugosità Superficiale
- Stampi LSR di alta qualità: Ra ≤ 0,2 μm.
- Stampi standard: Ra 0,4–1,0 μm.
五、檢測與量測 | Metrology
Strumenti / Metodi comuni
- Interferometro a luce bianca / profilometro ottico 3D: misurazioni non a contatto di rugosità superficiale micron/sub-micron e topografia.
- Microscopio ottico / sistema di visione: ispezione ingrandita di aperture di fori, diametri e difetti.
- CMM (misura a contatto): misurazione geometria complessiva e tolleranze; limitato per micro-fori o parti sottili.
- Micro-sonde specializzate / sonde ottiche non a contatto: scansione diametro interno di fori molto piccoli.
Note pratiche
- Micro-fori e superfici interne richiedono ingrandimento 100–400x o controllo interferometro per Ra e particelle residue.
- Includere le misure nella validazione del processo (IQ/OQ/PQ), critico per parti medicali.
六、常見問題與實務建議 | Common Issues & Practical
| Problema | Possibile Causa | Soluzione / Raccomandazione |
|---|---|---|
| Rottura / scheggiatura utensile | Porta-utensile troppo lungo, profondità di taglio eccessiva, rigidità insufficiente | Ridurre sporgenza utensile, diminuire profondità, usare portautensili più corti/rigidi, aumentare rigidità mandrino |
| Vibrazione / chatter sulla superficie | Fissaggio non rigido, utensile non bilanciato | Migliorare rigidità fissaggio, bilanciare utensile, percorsi anti-vibrazione, ridurre parametri di taglio |
| Recast EDM / strato bianco | Scarica grezza o parametri errati | Parametri di scarica fine, seguito da AFM / lucidatura ultrasonica / chimica |
| Fori interni non lucidabili | Accessibilità scarsa per fori profondi / stretti | AFM, lucidatura ultrasonica a flusso, o progettazione stampi smontabili |
| Pulizia / residui olio o pasta | Pulizia insufficiente | Pulizia ad ultrasuoni + risciacquo acqua DI + asciugatura / sterilizzazione, procedura verifica pulizia |
| Stabilità dimensionale (flash / sigillatura) | Precisione stampo bassa o controllo termico insufficiente | Aumentare precisione allineamento, controllare temperatura, verificare rugosità e tolleranze |
Raccomandazioni pratiche
- Microforo ≥0,1 mm, L/D <3–5: micro-fresatura; foro <0,08–0,1 mm o L/D alto: micro-EDM raccomandato.
- Rugosità: LSR / zone a specchio Ra ≤0,2 μm; stampi standard Ra 0,4–1,0 μm.
- Controlli: diametro, posizione, tolleranza, Ra, bave, recast EDM,
##StampoPoroso #PrecisioneMicroForo #QualitàSuperficie #MicroFresatura #MicroEDM #Elettroerosione #ForaturaPiccoliFori #LavorazioneForiProfondi #LucidaturaStampo #LucidaturaSpecchio #LucidaturaUltrasonica #AbrasiveFlowMachining #AFM #FinituraSuperficieInterna #IspezioneStampo #MisuraOttica #CMM #StampoMedico #MicrochipMicrofluidici #ConsumabiliMedici #Impianti
-> 工具機產業報告PMC
詠翊科技有限公司

email yongyi-sales@umail.hinet.net
email justinwu6767@gmail.com