🔬 Componenti in alluminio per apparecchiature per semiconduttori × Analisi del processo di lavorazione a 5 assi

Quali sono i cinque assi di una macchina a 5 assi?
Le cinque assi di una macchina utensile a 5 assi rappresentano cinque gradi di libertà per il movimento simultaneo dell’utensile o del pezzo.
✅ Tre assi lineari
- Asse X — Sinistra–destra
- Asse Y — Avanti–indietro
- Asse Z — Alto–basso
✅ Due assi rotativi
- Asse A — Rotazione attorno all’asse X
- Asse B — Rotazione attorno all’asse Y
(o Asse C attorno all’asse Z)
🛠 Vantaggi della lavorazione a 5 assi
✔ Superfici complesse in un’unica operazione
✔ Meno riposizionamenti
✔ Maggiore precisione ed efficienza
✔ Migliore orientamento dell’utensile
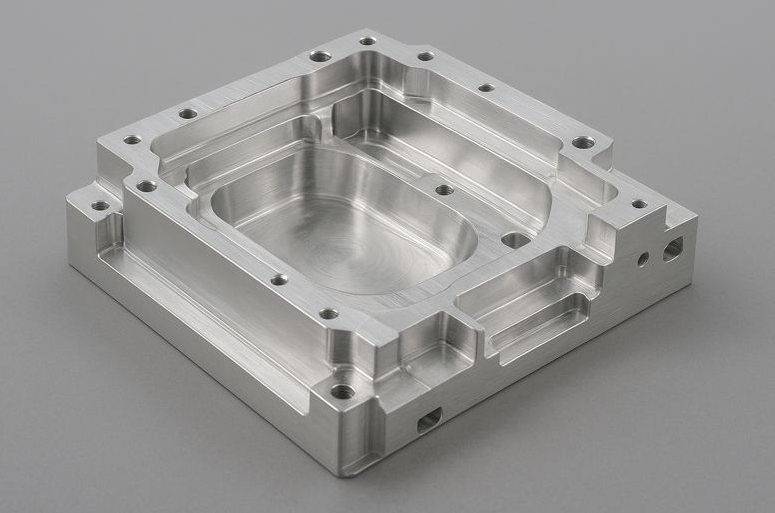
1. Ruolo e caratteristiche dei componenti in alluminio per apparecchiature per semiconduttori
📌 Componenti comuni
- Camera a vuoto (Vacuum Chamber)
- Portawaffer / Base del chuck (Wafer Carrier / Chuck Base)
- Strutture / Supporti (Frame / Bracket)
- Piastre di distribuzione del gas (Gas Distribution Plate)
- Maschere, coperture, strutture di dissipazione termica
📌 Perché l’alluminio è ampiamente utilizzato nelle apparecchiature per semiconduttori?
| Requisito | Vantaggio dell’alluminio |
|---|---|
| Alta precisione | Lavorazione micrometrica possibile |
| Leggerezza | Riduce l’inerzia dell’apparecchiatura |
| Stabilità termica | Dissipazione rapida del calore |
| Compatibilità con il vuoto | Bassa emissione di gas |
| Resistenza alla corrosione | Adatto ai trattamenti superficiali |
2. Materiali in alluminio comunemente utilizzati per apparecchiature per semiconduttori
✅ Gradi specificati (molto importante)
- 6061-T6 (Grado semiconduttore)
- 6063 / 6082 (Componenti strutturali)
- MIC-6 / ALCA-5 (Lamiere distresse per eliminare tensioni interne)
📌 Per i componenti in alluminio per semiconduttori, il focus non è sulla “resistenza”, ma su:
Basse tensioni interne + Alta purezza + Deformazione controllabile
3. Valore chiave della lavorazione a 5 assi per componenti in alluminio semiconduttori
🔑 Perché i componenti in alluminio per semiconduttori richiedono quasi sempre la lavorazione a 5 assi?
1️⃣ Strutture complesse per il vuoto
- Scanalature di tenuta multi-superficie
- Scanalature per O-Ring (alta planarità)
- Superfici curve e canali interni
2️⃣ Fori inclinati / multi-angolo
- Fori per l’ingresso del gas
- Fori per sensori
- Fori filettati con angoli diversi
3️⃣ Richiesta di una sola fissaggio
- Errore di montaggio = rischio di perdite di vuoto
- Il 5 assi permette di lavorare più superfici in un’unica installazione
4. Processo di lavorazione a 5 assi per componenti in alluminio semiconduttori
1️⃣ Pre-lavorazione (DFM / DFM+)
- Verifica delle superfici sottovuoto e delle superfici di tenuta
- Definizione delle superfici critiche (Critical Surface)
- Impostazione delle superfici di riferimento e delle direzioni di fissaggio
- Riserva di materiale per compensazione del trattamento superficiale
📌 Per i componenti semiconduttori: definire prima le “superfici che non devono fallire”
2️⃣ Strategia CAM 5 assi (punti chiave)
- Principalmente lavorazione in 3+2 assi
- Uso locale di lavorazione simultanea a 5 assi (superfici curve, smussi)
- Orientamento utensile fisso per evitare superfici irregolari
👉 Apparecchiature per semiconduttori ≠ Componenti estetici aerospaziali
👉 Stabilità > Percorsi utensile complessi
3️⃣ Progettazione dei fissaggi (Fixture Engineering)
- Maschere in alluminio personalizzate (stesso materiale per uniforme dilatazione termica)
- Ventose o fissaggi a bassa tensione
- Protezione delle superfici di riferimento (nessun danneggiamento)
📌 La maggior parte dei componenti in alluminio semiconduttori richiede maschere dedicate
4️⃣ Lavorazione grezza (Controllo delle tensioni)
- Rimozione del materiale a sezioni
- Lavorazione simmetrica destra/sinistra
- Evitare rimozioni massicce da un solo lato
Obiettivo:
Ridurre le tensioni residue → Prevenire deformazioni
5️⃣ Rilascio intermedio delle tensioni (differenza chiave)
- Processo comune per grado semiconduttore:
- Dopo lavorazione grezza → invecchiamento artificiale / naturale
- Poi lavorazione semi-fine e finitura
📌 Questo passaggio non esiste per componenti industriali standard
6️⃣ Finitura (standard di qualità vuoto)
- Planarità delle superfici di tenuta: ≤ 0,01 mm
- Rugosità superficiale:
- Superfici di tenuta Ra ≤ 0,8 μm
- Superfici non di tenuta Ra ≤ 1,6 μm
- Utilizzo di utensile nuovo
- Profondità di taglio ridotta
- Controllo termico stabile
7️⃣ Fori / Canali / Filettature
- Lavorazione posizionata a 5 assi per fori inclinati
- Controllo dei bordi dei fori (Particle Control)
- Smussi uniformi prima della filettatura
8️⃣ Sbavatura e pulizia (critico per semiconduttori)
- Smussatura automatica a 5 assi
- Vietato limare manualmente
- Pulizia ad ultrasuoni
- Risciacquo con acqua DI
- Confezionamento in camera bianca (Class 1000 / 100)
9️⃣ Trattamento superficiale (spec semiconduttore)
- Specifiche comuni:
- Anodizzazione bianca (Sulfuric / Oxalic)
- Anodizzazione dura (Hard Anodize)
- Nichel chimico (EN-P, basso fosforo)
📌 Dopo il trattamento superficiale, verificare:
- Dimensioni
- Spessore del film
- Posizione dei fori
5. Controllo qualità e documentazione (importante per i produttori)
- Misurazione completa dimensionale con CMM
- Test di tenuta sotto vuoto
- Rapporto di rugosità superficiale
- Certificato materiale (alluminio)
- Process Flow / Inspection Report
6. Fattori chiave per il successo della lavorazione dei componenti in alluminio semiconduttori
✅ Fissaggio singolo
✅ Controllo delle tensioni
✅ Controllo delle particelle
✅ Pulizia e confezionamento
✅ Completezza della documentazione
I componenti in alluminio per semiconduttori non sono semplicemente “finiti dopo la lavorazione”; la riuscita dipende dalla possibilità di essere integrati nell’apparecchiatura e nel processo.
Processo di lavorazione a 5 assi delle leghe di alluminio
Di seguito viene presentato, dal punto di vista della produzione industriale, un processo di lavorazione a 5 assi delle leghe di alluminio ampiamente utilizzato e consolidato, adatto ad applicazioni di alta precisione quali aerospazio, apparecchiature per semiconduttori, settore automobilistico e componenti ottici.
🔧 I. Selezione dei materiali (leghe di alluminio più comuni)
In base all’applicazione, le leghe di alluminio comunemente utilizzate sono le seguenti:
| Lega di alluminio | Caratteristiche | Applicazioni tipiche |
|---|---|---|
| 6061-T6 | Buone proprietà generali, ottima lavorabilità | Parti strutturali, componenti di macchine |
| 7075-T6 | Altissima resistenza, maggiore durezza | Aerospazio, parti soggette a carichi elevati |
| 5052 | Eccellente resistenza alla corrosione | Lamiere, involucri |
| MIC-6 / ALCA-5 | Trattamento di distensione delle tensioni | Piattaforme di precisione, attrezzaggi |
📌 Nella lavorazione a 5 assi vengono principalmente utilizzate le leghe 6061 e 7075, in quanto offrono un buon equilibrio tra lavorabilità e rigidità.
⚙️ II. Flusso complessivo del processo di lavorazione a 5 assi
1️⃣ Valutazione del processo e pianificazione della lavorazione
- Analisi del modello 3D (superfici complesse, smussi, angoli dei fori)
- Valutazione dell’uso della lavorazione simultanea a 5 assi o della lavorazione posizionata 3+2
- Definizione dei riferimenti e delle direzioni di lavorazione
- Valutazione delle interferenze e della sporgenza dell’utensile
👉 Vantaggio principale del 5 assi: lavorazione di più facce in un unico piazzamento
2️⃣ Programmazione CAM (pianificazione dei percorsi utensile a 5 assi)
Software CAM comunemente utilizzati:
- Siemens NX
- Mastercam
- PowerMill
- hyperMILL
Aspetti chiave del CAM:
- Controllo dell’orientamento dell’utensile (prevenzione collisioni)
- Strategie a quota costante / passo costante / percorsi a flusso
- Angolo di taglio ottimale per ridurre l’adesione dell’alluminio all’utensile
3️⃣ Attrezzaggio e posizionamento (Fixture)
Attenzioni specifiche per l’alluminio:
- Evitare serraggi eccessivi che possano causare deformazioni
Soluzioni di fissaggio:
- Attrezzaggi a vuoto
- Morse con ganasce morbide
- Attrezzaggi personalizzati per macchine a 5 assi
📌 Nella lavorazione a 5 assi è comune un solo piazzamento con lavorazioni multi-angolo
4️⃣ Sgrossatura (Roughing)
Obiettivo: asportazione rapida del materiale senza deformazioni
- Utensili: frese a candela di grande diametro, frese con raggio d’angolo
- Strategie di taglio:
- Lavorazione ad alta velocità (HSM)
- Fresatura dinamica (Adaptive)
Parametri di taglio (indicativi):
- Elevata velocità di rotazione
- Avanzamento medio-alto
- Profondità di passata ridotta
🛠 Le leghe di alluminio sono ideali per lavorazioni ad alta velocità e alto avanzamento
5️⃣ Semi-finitura (Semi-Finish)
Obiettivi:
- Correzione delle deformazioni
- Mantenimento di una sovrametallo uniforme per la finitura
- Controllo della precisione delle superfici tramite lavorazione simultanea a 5 assi
Sovrametallo residuo: 0,2–0,5 mm
6️⃣ Finitura (Finish)
Fase chiave per la qualità finale
Utensili:
- Frese a sfera
- Frese a raggio (bull-nose)
Benefici del 5 assi simultaneo:
- Mantenimento dell’angolo di taglio ottimale
- Riduzione dei segni utensile
Rugosità superficiale:
- Ra 0,8–1,6 μm
- Valori inferiori possibili per componenti ottici
📌 Il 5 assi consente il taglio con il fianco dell’utensile, garantendo una qualità superficiale superiore
7️⃣ Lavorazione dei fori e smussatura (multi-angolo)
- Fori inclinati e incrociati completati in un’unica operazione
- Rotazione automatica degli assi
- Elevata coassialità e precisione di posizione
8️⃣ Sbavatura e trattamenti superficiali
- Smussatura automatica con utensili a 5 assi con tracciamento del bordo
- Riduzione delle operazioni manuali
Opzioni di post-trattamento:
- Anodizzazione
- Anodizzazione dura
- Sabbiatura + anodizzazione
- Trattamento di conversione chimica (cromatazione)
9️⃣ Controllo qualità (QC)
- Macchina di misura a coordinate (CMM)
- Misurazione della rugosità superficiale
- Controlli di coassialità, planarità e angoli
🚀 III. Vantaggi chiave della lavorazione a 5 assi dell’alluminio
✔ Riduzione dei piazzamenti → maggiore precisione
✔ Superfici complesse lavorate in un’unica operazione
✔ Fori inclinati e smussi eseguiti simultaneamente
✔ Qualità superficiale superiore
✔ Tempi di produzione significativamente ridotti
🧠 IV. Considerazioni pratiche di lavorazione
- Evitare l’accumulo di trucioli → utilizzare refrigerante ad alto flusso
- Utensili con rivestimenti anti-adesione (TiB₂ / DLC)
- Controllo delle deformazioni termiche
- Simulazione CAM completa sempre necessaria
#Lavorazione CNC #Lavorazione di precisione #Precisione di posizionamento #Precisione di lavorazione #Macchine utensili CNC #Lavorazione a 5 assi #Lavorazione di precisione di componenti #Tecnologia di lavorazione automatica #Precisione delle macchine utensili CNC
#Binari per carico e scarico macchine #Braccio robotico per impilamento automatico con intelligenza artificiale
#Tecnologia Yongyi #Produzione automatica di macchine speciali #Movimentazione e carico automatici con bracci #Ispezione e assemblaggio automatici
#Serie di pinze a ventosa per bracci robotici #Produzione di componenti di precisione CNC #Fornitura di componenti per l’automazione di semiconduttori #Acciaio inossidabile, lega di alluminio, acciaio al carbonio, lega di rame
#Tecnologie plastiche #Assemblaggio per saldatura di lamiere #Lavorazione di quarzo ceramico #Progettazione, produzione e sviluppo di attrezzature personalizzate #Servizio di assemblaggio clienti
#Sistema di regolazione fine del tavolo scorrevole #Microscopio digitale #Carrello per estrusione di alluminio #Prodotti della serie NPM giapponese
#Componenti per semiconduttori #Componenti per apparecchiature di automazione #CNC Lavorazione meccanica #Carico e scarico con braccio robotico #Attrezzature di carico e scarico automatiche #Produzione intelligente #Linea di produzione automatizzata #Fabbrica intelligente #Attrezzature di automazione
#Lavorazione CNC #Lavorazione di precisione CNC #Componenti per semiconduttori #Attrezzature di automazione #Componenti di precisione #Braccio robotico #Lavorazione di acciaio inossidabile #Tecnologie plastiche #Lavorazione della ceramica
Yong Yi Technology
Logo di Yong Yi Technology Co., Ltd.
Sede: n. 188-9, Sezione 1, Dafeng Road, distretto di Tanzih, città di Taichung, Taiwan 42756, Cina
Telefono: +886-4-25341382
Volume di chiamata: +886-4-25341847
Email: yongyi-sales@umail.hinet.net
Email: justinwu6767@gmail.com