
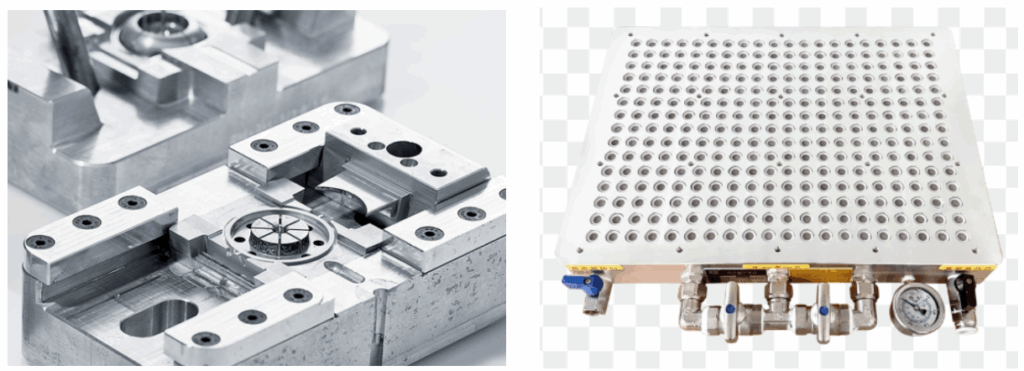
Les moules poreux et les moules en silicone liquide (LSR) pour les pièces médicales exigent un niveau très élevé en fabrication CNC, en raison de la précision, de la qualité de surface et des structures complexes. Les principales technologies requises sont :
🔧 Technologies CNC pour moules poreux
- Micro-usinage de haute précision : Les structures poreuses peuvent avoir des trous au niveau du micron, nécessitant des micro-outils ou l’assistance de l’EDM.
- Fraisage grande vitesse : Réduit la charge de l’outil, améliore la qualité de surface et évite les bavures sur les parois des trous.
- Usinage 5 axes : Permet la découpe multi-angle de géométries poreuses complexes, en évitant les erreurs dues aux repositionnements.
- EDM / Micro-EDM : Idéal pour les micro-trous profonds ou formes irrégulières inaccessibles aux outils conventionnels.
- Polissage et finition de surface : Garantit des parois lisses, sans résidus dans les applications médicales.
🔧 Technologies CNC pour moules LSR
- Usinage de cavité de haute précision : Obtenir une finition de surface Ra < 0,2 μm pour des surfaces de moulage lisses.
- Structures de contrôle thermique : Usinage précis des canaux de chauffage/refroidissement.
- Usinage des aciers durs : Capacité de fraisage dur sur acier inoxydable ou aciers trempés.
- Usinage 5 axes et cavités profondes : Convient aux surfaces courbes complexes et aux cavités profondes.
- Précision d’alignement du moule : Ajustement au micron pour éviter les fuites de silicone.
一、整體製程流程 | Overall Process Flow (Recommended)
Conception (DFM) : Vérifier diamètre des trous, tolérances, profondeur/rapport L/D, évacuation et accessibilité des surfaces internes.
Ébauche (fraisage conventionnel) : Retrait de la majorité du matériau.
Micro-fraisage : Usinage des géométries fines, angles vifs et détails de cavité.
Micro-trous / EDM de trous profonds : Utilisé lorsque le diamètre est très petit ou le matériau trop dur.
Ébavurage & finition interne : Si nécessaire, appliquer AFM ou polissage ultrasonique.
Polissage de précision : Polissage manuel, film diamant, ultrasonique, électro-polissage ou texturation EDM miroir pour atteindre le Ra requis.
Contrôle : Profilomètre optique, interférométrie en lumière blanche, CMM, microscope.
Nettoyage : Rinçage à l’eau DI, séchage et emballage (pièces médicales nécessitent salle blanche/sans huile).
二、微細銑削(Micro-milling) | Micro-milling
Principe & Application
Utilise des fraises en bout de très petit diamètre pour usiner directement des micro-caractéristiques et cavités. Adapté aux géométries complexes et aux hautes exigences de finition de surface.
Outils & Équipements
- Fraises micro : 0,05–3 mm, en carbure ultrafin.
- Broche haute vitesse : dizaines de milliers de tr/min.
- Machine rigide, fixations anti-vibrations, porte-à-faux minimal.
- Porte-outils de haute précision pour réduire le faux-rond.
Stratégie / Paramètres
- Faibles profondeurs de passe, faibles recouvrements, passes multiples (ébauche, semi-finition, finition).
- Haut avancement par dent, trajectoires trochoïdales, fraisage en avalant.
- Refroidissement/lubrification : MQL ou faible débit de liquide.
Qualité de surface & Limites
- Ra submicron atteignable, mais limité par l’usure et le faux-rond.
- Pour diamètres <0,08–0,1 mm ou grands rapports L/D, préférer le micro-EDM.
三、微細 EDM(Micro-EDM) | Micro Electrical Discharge Machining
Principe & Application
Érosion de la matière par décharges électriques. Idéal pour trous profonds de très petit diamètre, formes spéciales ou zones inaccessibles aux outils de coupe. Limité aux matériaux conducteurs.
Outils & Équipements
- Micro-électrodes : cuivre/tungstène, diamètre jusqu’à 10–20 μm.
- Servocommande de haute précision pour maintenir l’écart de décharge.
- Source d’alimentation stable pour contrôler l’énergie de chaque impulsion.
- Machine rigide pour limiter les vibrations.
Stratégie / Paramètres
- Impulsions à faible énergie, enlèvement de matière au micron.
- Avance lente, usinage segmenté pour éviter les courts-circuits.
- Convient aux trous à grand rapport L/D, microstructures, moules médicaux.
Qualité de surface & Limites
- Ra <0,1 μm possible, sans bavures.
- Rendement inférieur au fraisage, uniquement pour matériaux conducteurs.
Prinzip & Anwendung
Materialabtrag durch elektrische Entladungen. Geeignet für extrem kleine Tiefbohrungen, Sonderformen oder schwer zugängliche Mikrostrukturen. Nur für leitfähige Materialien.
Werkzeuge & Ausstattung
- Mikroelektroden: Kupfer/Wolfram, Durchmesser bis 10–20 μm.
- Präzise Servosteuerung zum Halten des Entladungsspalts.
- Stabile Stromquelle für kontrollierte Pulsenergie.
- Steife Maschinenstruktur gegen Vibrationen.
Strategie / Parameter
- Niedrigenergiepulse für mikrometergenauen Abtrag.
- Langsamer Vorschub, segmentiertes Bearbeiten zur Kurzschlussvermeidung.
- Ideal für Hoch-L/D-Bohrungen, Mikrostrukturen, Implantatformen.
Oberflächenqualität & Grenzen
- Ra <0,1 μm erreichbar, gratfrei.
- Geringere Effizienz als Fräsen, nur leitfähige Werkstoffe.
四、拋光與表面處理 | Polishing & Surface Finishing
Objectif
Éliminer les bavures, supprimer le recast EDM, réduire le Ra et assurer la compatibilité fluide/biologique, crucial pour les pièces médicales.
Méthodes Courantes
- Polissage manuel/mécanique : pierres à huile, roues diamant, roues en feutre.
- EDM miroir / texturation EDM miroir.
- Polissage ultrasonique : efficace pour cavités profondes et micro-trous.
- Abrasive Flow Machining (AFM / Extrude Honing) : fluide abrasif visqueux retire uniformément le recast EDM.
- Électropolissage / gravure chimique : supprime la couche superficielle micronique et les concentrations de contraintes.
Objectifs de Rugosité de Surface
- Moulages LSR de haute qualité : Ra ≤ 0,2 μm.
- Moulages standards : Ra 0,4–1,0 μm.
五、檢測與量測 | Metrology
Instruments / Méthodes courants
- Interféromètre à lumière blanche / profilomètre optique 3D : mesure non-contact de la rugosité de surface micron / sub-micron et topographie.
- Microscope optique / système de vision : inspection grossie des ouvertures de trous, diamètres et défauts.
- CMM (mesure par contact) : mesure de la géométrie globale et tolérances ; limité pour micro-trous ou pièces fines.
- Micro-sondes spécialisées / sondes optiques sans contact : scan des diamètres internes de très petits trous.
Notes pratiques
- Les micro-trous et surfaces internes nécessitent grossissement 100–400x ou contrôle interféromètre pour Ra et particules résiduelles.
- Inclure les mesures dans la validation de processus (IQ/OQ/PQ), critique pour pièces médicales.
六、常見問題與實務建議 | Common Issues & Practical
| Problème | Cause Possible | Solution / Recommandation |
|---|---|---|
| Cassage / éclats d’outil | Porte-outil trop long, profondeur de coupe excessive, rigidité insuffisante | Réduire porte-outil, diminuer profondeur de coupe, utiliser porte-outil court/rigide, augmenter rigidité broche |
| Vibration / chatter affectant la surface | Rigidité de fixation insuffisante, outil déséquilibré | Améliorer rigidité de fixation, équilibrer outil, utiliser trajectoires anti-vibration, réduire paramètres coupe |
| Recast EDM / couche blanche | Décharge brute ou paramètres inappropriés | Paramètres de décharge fine, suivi par AFM / polissage ultrasonique / chimique |
| Trou interne impossible à polir | Accès difficile pour trous profonds / étroits | Utiliser AFM, polissage ultrasonique ou conception de moule démontable |
| Nettoyage / résidu d’huile ou pâte de polissage | Nettoyage insuffisant | Nettoyage ultrasonique + rinçage DI + séchage / stérilisation, établir procédure de vérification propreté |
| Instabilité dimensionnelle (flash / problèmes d’étanchéité) | Alignement moule insuffisant ou contrôle thermique inadapté | Augmenter précision d’alignement, contrôler température, vérifier rugosité et tolérances |
Recommandations pratiques
- Micro-trou ≥0,1 mm avec rapport L/D <3–5 : micro-fraisage ; trou <0,08–0,1 mm ou L/D élevé : micro-EDM recommandé.
- Rugosité cible : LSR / zones miroir Ra ≤0,2 μm ; moules standard Ra 0,4–1,0 μm.
- Contrôles : diamètre, position, tolérance, Ra, bavures, recast EDM, propreté.
#MoulePoreux #PrécisionMicroTrou #QualitéSurface #FraisageMicro #MicroEDM #ÉrosionÉlectrique #PerçagePetitTrou #UsinageTrousProfonds #PolissageMoule #PolissageMiroir #PolissageUltrasonique #UsinageParFluxAbrasif #AFM #FinitionSurfaceInterne #InspectionMoule #MesureOptique #CMM #MouleMédical #PucesMicrofluidiques #ConsommablesMédicaux #Implants
-> 工具機產業報告PMC
詠翊科技有限公司

email yongyi-sales@umail.hinet.net
email justinwu6767@gmail.com