
🧩 一、アルミ合金 3D 部品の G-code 設計例
📘 加工の特徴:
- 材料:アルミ合金(例:6061、7075)
- 特性:軽量、軟らかく、切削性に優れ、高速加工に適している
- 加工種類:主に曲面および輪郭加工(例:筐体、ブラケット、ヒートシンク)
🛠 推奨加工戦略:
- ボールエンドミルを使用し、Zレベル加工(等高線加工)+平面の仕上げ加工を組み合わせる
- 切削条件は中程度に設定:高回転スピンドル+適切な送り速度
- 切削油またはクーラントを使用して、工具の過熱やアルミチップの付着を防ぐ
✅ G-code 例(3D 曲面スキャン加工、ボールエンドミル使用)
gcode複製編輯%
O1000 (3D Ball Nose Machining for Aluminum)
G21 G17 G90 G40 G80 G94 ; mm単位、XY平面、絶対座標、補正なし
G0 Z100 ; 安全高さへ移動
T1 M06 ; 工具交換(ボールエンドミル)
M03 S12000 ; スピンドル右回転 12000 rpm
G0 X0 Y0 ; 加工開始点へ移動
G43 H01 Z10 ; 工具長補正、Z=10mm
G01 Z-1.0 F300 ; ゆっくり切り込み
; Y方向にスキャンする簡易的な例
G01 X0 Y0 Z-1.0 F800
G01 X50 Y0 Z-1.2
G01 X50 Y1 Z-1.3
G01 X0 Y1 Z-1.1
G01 X0 Y2 Z-1.2
G01 X50 Y2 Z-1.4
...
; CAMによる自動生成で多数のスキャンラインを構成可能
G00 Z100 ; 工具引き上げ
M05 ; スピンドル停止
M30 ; プログラム終了
%
🔍 備考:実際の3Dモデル加工では、Fusion 360やNXなどのCAMソフトウェアを使用して、数千行に及ぶスキャンパスを自動生成します。
🧱 二、プラスチック金型加工の G-code 設計例
📘 加工の特徴:
- 材料:金型用鋼(例:P20、NAK80、H13)※射出成形用の金型製作に用いる
- 特性:硬度が高く、耐久性のある工具が必要
- 加工要件:高精度、複雑な曲面・鋭角・深いポケットなどが求められる
🛠 推奨加工戦略:
- 粗加工 → 中仕上げ → 仕上げ の3段階プロセス
- 仕上げでは小径のボールエンドミルを用いてコーナー部を清掃
- 光沢仕上げ処理や面取り加工を組み合わせる
✅ G-code 例(金型キャビティの粗加工+仕上げ)
gcode複製編輯%
O2000 (Plastic Mold Cavity Roughing and Finishing)
G21 G90 G17 G40 G80 G94
G0 Z100
T2 M06 ; 粗加工用 10mm フラットエンドミル
M03 S4000 ; スピンドル回転数 4000 rpm
G0 X0 Y0
G43 H02 Z10
G01 Z-2.0 F150 ; 初期の粗加工深さ
G01 X100 Y0 Z-2.0 F400
G01 X100 Y50
G01 X0 Y50
G01 X0 Y0
G0 Z10
; 工具交換 → 仕上げ用
T3 M06 ; 小径ボールエンドミル
M03 S8000
G0 X0 Y0
G43 H03 Z10
G01 Z-0.5 F100
; 曲面の等高線仕上げ
G01 X0 Y0 Z-0.5 F500
G01 X50 Y0 Z-0.6
G01 X50 Y1 Z-0.7
G01 X0 Y1 Z-0.5
...
G00 Z100
M05
M30
%
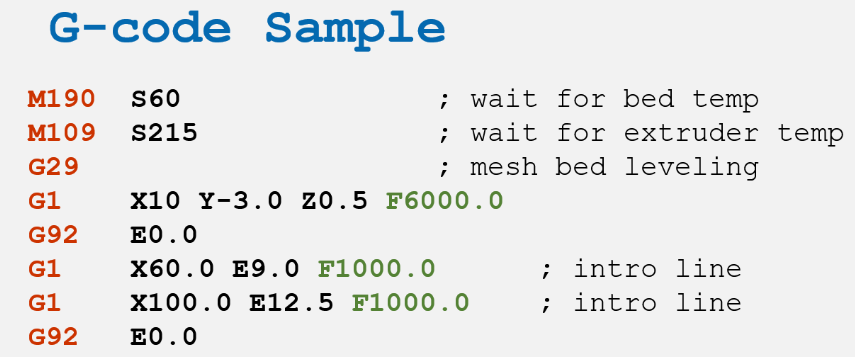
✳️ 一、Gコードの例と説明
Gコード(別名「数値制御プログラム」)は、CNC機械が加工動作を実行するための制御言語です。よく使われる指令は以下の通りです:
指令 機能説明
G00 高速移動(切削なし)
G01 直線補間(切削移動)
G02 時計回り円弧補間
G03 反時計回り円弧補間
G17/G18/G19 作業平面選択(XY/XZ/YZ)
G90 絶対座標系(一般的)
G91 相対座標系
M03 主軸時計回り回転
M05 主軸停止
M06 工具交換
M30 プログラム終了・リセット
✅ Gコード簡単な例(50x50の正方形をフライス加工)
gcode
複製
編輯
G90 G17 G21 ; 絶対プログラミング、XY平面、単位はミリメートル
G00 X0 Y0 ; 開始点へ高速移動
M06 T1 ; 工具1に交換
M03 S1200 ; 主軸1200rpmで時計回り回転
G01 Z-2.0 F100 ; 刃物を材料に2mm切り込み、送り速度100
G01 X50 Y0 F300 ; X軸方向に50mm切削
G01 X50 Y50 ; Y軸方向に50mm切削
G01 X0 Y50 ; X軸方向に戻る
G01 X0 Y0 ; 開始点に戻り四角形完成
G00 Z10 ; 安全高さまで刃物を上げる
M05 ; 主軸停止
M30 ; プログラム終了
※これは基本例です。実際のプログラムは部品の仕様や機械メーカーに合わせて調整してください。
🔧 二、工具の種類と用途
加工内容により適した工具を選択します。以下は一般的なCNC加工工具の例です:
工具名 形状 用途 特徴
立フライス(エンドミル) 円柱状 平面、溝、輪郭のフライス 側面・底面の加工が可能、最も一般的
ボールエンドミル 先端が半球 曲面・3Dモデル加工 表面が滑らかで高精度
ブルノーズミル 丸みがあるが半球でない 曲面加工、ボールエンドより剛性高い 粗加工や半仕上げに適する
ドリルビット 先細錐状 穴あけ 標準的な穴加工に多用
ボーリングツール 単刃の内径加工工具 精密穴加工 内径の精度と仕上げ向上
タップミル 特殊ねじ形状刃先 ねじ穴加工 高精度で盲穴加工も可能
面取りカッター 斜め刃先 面取り、バリ取り 端部の切削に使用
🧠 三、加工戦略(切削方法と順序)
合理的な加工戦略は加工効率と品質を向上させます。代表的な分類と説明は以下の通りです:
加工順序の計画
ステップ 加工種類 説明
1 粗加工 大量の材料除去、形状の大まかな成形
2 半仕上げ 形状修正、精度向上
3 仕上げ 最終寸法と表面粗さの達成
4 表面処理 バリ取り、面取り、コーティング
切削戦略の選択
種類 説明 適用例
等高切削(Zレベル加工) Z軸方向に層ごとに加工 曲面加工、金型加工に多用
輪郭加工(コンター加工) 部品輪郭に沿って移動 2D形状の輪郭・外形成形
仕上げ切削(レスト加工) 粗加工で残った小さな部分の除去 仕上げ工程でよく使われる
平面加工(フェイシング) 水平面を削って平坦にする 初工程や表面の平坦化に適用
らせん下げ(ヘリカルランピング) らせん状に刃を下ろし衝撃軽減 硬素材や深穴加工に適用
等間隔切削(アダプティブクリアリング) 刃の負荷を一定に保つスマートパス CAMソフトに多く見られ工具寿命向上
🔚 まとめ
項目 コアコンセプト
Gコード CNC機械の制御言語。正確なプログラムとシミュレーションが必須
工具 加工特性に応じて工具種を選択し、品質と効率に影響する
加工戦略 切削効率と表面品質を左右し、段階的に進めることで安定化
ローディング・アンローディングマシンスライドレール #AI自動スタッキングロボットアーム
Yongyi Technology #自動化特殊機械製造 #自動アームハンドリングローディング・アンローディング #自動検査・組立
ロボット吸盤グリッパーシリーズ #CNC精密部品製造 #半導体自動化部品供給 #ステンレス鋼・アルミニウム合金・炭素鋼・銅合金
エンジニアリングプラスチック #板金溶接グループ #セラミック・石英加工 #カスタム治具設計・製造・開発 #お客様組立サービス
スライドテーブル微調整テーブルシステム #デジタル顕微鏡 #アルミ押出台車 #日本製NPMシリーズ製品
半導体部品 #自動化装置部品 #CNC加工 #ロボットアームローディング・アンローディング #自動ローディング・アンローディング装置 #スマートマニュファクチャリング #自動化生産ライン #スマートファクトリー #自動化装置
CNC加工 #CNC精密加工 #半導体部品 #自動化設備 # 精密部品 # ロボットアーム # ステンレス鋼加工 # エンジニアリングプラスチック # セラミック加工
Yongyi Technology