🔬 半導体装置用アルミ部品 × 5軸加工プロセス解析

五軸加工機の「五軸」とは?
五軸加工機の「五軸」とは、工具またはワークが同時に5つの異なる方向へ移動・回転できる自由度を指します。通常、以下の軸で構成されます。
✅ 基本の3つの直線軸(三軸加工機と同じ)
- X軸 — 左右方向の移動
- Y軸 — 前後方向の移動
- Z軸 — 上下方向の移動
これら3軸は、三次元空間における工具位置を制御します。
✅ 追加の2つの回転軸(A・B・C)
- A軸 — X軸周りの回転
- B軸 — Y軸周りの回転
(場合によっては C軸(Z軸周りの回転)が使用されることもあります)
📌 代表的な五軸構成例
① トラニオンテーブル方式(回転+傾斜テーブル)
- A軸:テーブルがX軸方向に傾斜
- B軸:テーブルがY軸方向に回転
➡️ 大型ワークに適する
② 傾斜主軸ヘッド方式
- A軸:主軸ヘッドがX軸周りに傾斜
- C軸:主軸ヘッドがZ軸周りに回転
➡️ 複雑形状部品に最適
🛠 五軸加工のメリット
✔ 複雑曲面を一工程で加工可能
✔ 段取り替え回数の削減
✔ 高精度・高効率加工
✔ 工具姿勢最適化と干渉回避
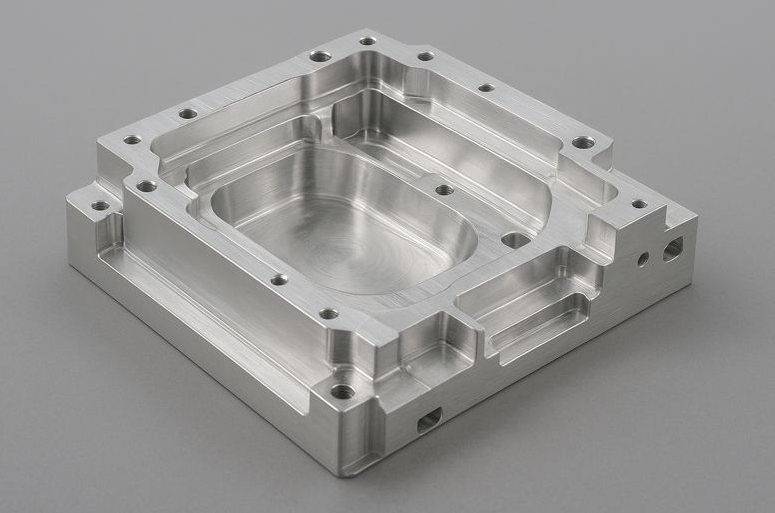
1. 半導体装置用アルミ部品の役割と特性
📌 主な用途コンポーネント
- 真空チャンバー(Vacuum Chamber)
- ウェハーキャリア / チャックベース(Wafer Carrier / Chuck Base)
- フレーム / ブラケット(Frame / Bracket)
- ガス分配板(Gas Distribution Plate)
- マスク、カバー、放熱構造
📌 なぜ半導体装置でアルミ合金が多用されるのか?
| 要求事項 | アルミ合金の利点 |
|---|---|
| 高精度 | マイクロメートル単位の加工が容易 |
| 軽量化 | 装置の慣性を低減 |
| 熱安定性 | 放熱性が高い |
| 真空適合性 | 低アウトガス |
| 耐食性 | 表面処理に適する |
2. 半導体装置用アルミ部品の主な材料規格
✅ 指定グレード(非常に重要)
- 6061-T6(半導体グレード)
- 6063 / 6082(構造部品)
- MIC-6 / ALCA-5(応力除去板材)
📌 半導体用アルミ部品で重視されるのは「強度」ではなく、
低内部応力 + 高純度 + 変形の制御
3. 半導体アルミ部品における5軸加工の重要性
🔑 なぜ半導体アルミ部品にはほぼ必ず5軸加工が必要なのか?
1️⃣ 複雑な真空構造
- 多面シール溝
- Oリング溝(高平面度)
- 内部曲面や流路
2️⃣ 傾斜穴 / 多角度穴
- ガス導入穴
- センサー穴
- ねじ穴の角度違い
3️⃣ 一度のセットアップで加工する必要性
- セットアップ誤差 = 真空漏れリスク
- 5軸加工で複数面を一度に加工可能
4. 半導体装置用アルミ部品の5軸加工プロセス
1️⃣ 前処理工程(DFM / DFM+)
- 真空面・シール面の確認
- クリティカルサーフェス(重要面)の定義
- 基準面とクランプ方向の設定
- 表面処理のための補正材量を確保
📌 半導体アルミ部品では「失敗できない面」を先に定義
2️⃣ 5軸CAM戦略(ポイント)
- 主に3+2軸定位加工
- 部分的に5軸同時制御(曲面・面取り)
- 工具姿勢は固定し、表面の不均一を防止
👉 半導体装置 ≠ 航空宇宙の外観部品
👉 安定性 > 派手な工具軌跡
3️⃣ クランプ設計(治具エンジニアリング)
- カスタムアルミ治具(同素材で熱膨張を一致させる)
- 真空吸着または低応力クランプ
- 基準面の保護(傷を付けない)
📌 多くの半導体アルミ部品では専用治具が標準
4️⃣ 粗加工(応力管理)
- 分割切削
- 左右対称加工
- 一方に過大な切削を避ける
目的:
残留応力を低減 → 変形防止
5️⃣ 中間応力解放(重要な差異)
- 半導体グレードで一般的な工程:
- 粗加工後 → 人工時効 / 自然時効
- その後、半仕上げ・仕上げ加工
📌 この工程は一般工業部品にはない
6️⃣ 仕上げ加工(真空グレード基準)
- シール面平面度:≤ 0.01 mm
- 表面粗さ:
- シール面 Ra ≤ 0.8 μm
- 非シール面 Ra ≤ 1.6 μm
- 新しい工具使用
- 浅切り深さ
- 温度管理の安定化
7️⃣ 穴・流路・ねじ加工
- 5軸定位加工で傾斜穴加工
- 穴口のバリ管理(パーティクルコントロール)
- タップ前の面取りは全て均一
8️⃣ バリ取り・洗浄(半導体で重要)
- 5軸自動面取り
- 手作業によるやすりは禁止
- 超音波洗浄
- DI水洗浄
- クリーンルーム包装(Class 1000 / 100)
9️⃣ 表面処理(半導体仕様)
- 一般的な仕様:
- 白色陽極酸化(硫酸 / 酸化オキサル酸)
- 硬質陽極(Hard Anodize)
- 化学ニッケル(EN-P、低リン)
📌 表面処理後の検査:
- 寸法
- 膜厚
- 穴位置の変化
5. 品質検査・文書管理(装置メーカーが重視)
- CMMによる全サイズ測定
- 真空漏れテスト
- 表面粗さ報告書
- 材料証明書(アルミ材)
- 工程フロー / 検査報告書
6. 半導体装置用アルミ部品加工の「成功の鍵」
✅ 一度のセットアップ
✅ 応力管理
✅ パーティクル管理
✅ 洗浄・包装
✅ 文書の完全性
半導体アルミ部品は「加工が完了すれば良い」というものではなく、装置に組み込み、プロセスに投入できるかどうかが成功の基準です。
アルミ合金の五軸加工プロセス
以下は、実務的な製造視点から整理した、一般的かつ成熟したアルミ合金の五軸加工プロセスであり、航空宇宙、半導体製造装置、自動車、光学部品などの高精度用途に適用されます。
🔧 一、材料選定(主なアルミ合金材質)
用途に応じて、以下のアルミ合金が一般的に使用されます。
| アルミ合金 | 特性 | 主な用途 |
|---|---|---|
| 6061-T6 | 総合特性に優れ、被削性が高い | 構造部品、装置部品 |
| 7075-T6 | 高強度・高硬度 | 航空宇宙部品、耐荷重部品 |
| 5052 | 耐食性に優れる | 板金部品、筐体 |
| MIC-6 / ALCA-5 | 応力除去処理済み | 精密ステージ、治具 |
📌 五軸加工では 6061 / 7075 が主流で、切削性と剛性のバランスに優れています。
⚙️ 二、五軸加工の全体プロセスフロー
1️⃣ 工程評価および加工計画
- 3Dモデル解析(自由曲面、面取り、穴角度)
- 五軸同時加工または 3+2位置決め加工の判断
- 基準面および加工方向の設定
- 干渉、工具突出し量の評価
👉 五軸加工の利点:一度の段取りで多面加工が可能
2️⃣ CAMプログラミング(五軸工具経路設計)
主なCAMソフト:
- Siemens NX
- Mastercam
- PowerMill
- hyperMILL
CAM設計のポイント:
- 工具姿勢制御(衝突回避)
- 等高・等ピッチ・流線加工
- 最適切削角度設定(アルミの溶着防止)
3️⃣ 段取り・治具設計(フィクスチャ)
アルミ合金加工時の注意点:
- 過度なクランプによる変形を防止
主な固定方法:
- 真空治具
- ソフトジョー
- 五軸専用カスタム治具
📌 五軸加工では「単一段取り+多角度加工」が一般的
4️⃣ 荒加工(ラフ加工)
目的:高速除去・変形防止
- 使用工具:大径エンドミル、コーナRカッター
- 切削戦略:
- 高速切削(HSM)
- ダイナミックミーリング(Adaptive)
切削条件(例):
- 高回転数
- 中~高送り
- 浅切込み
🛠 アルミ合金は 高速・高送り加工に最適
5️⃣ 中仕上げ加工(セミフィニッシュ)
目的:
- 加工歪みの補正
- 仕上げ用の均一な取り代確保
- 五軸同時制御による曲面精度維持
残し代:0.2~0.5 mm
6️⃣ 仕上げ加工(フィニッシュ)
加工品質を左右する重要工程
使用工具:
- ボールエンドミル
- ラジアスエンドミル
五軸同時加工効果:
- 最適切削角度の維持
- 工具痕の低減
表面粗さ:
- Ra 0.8~1.6 μm
- 光学部品ではさらに高品位も可能
📌 五軸加工により、工具側刃による切削が可能となり、表面品質が向上
7️⃣ 穴加工および面取り(多角度)
- 斜め穴・交差穴を一工程で加工
- 五軸自動割出し
- 高い同軸度および位置精度
8️⃣ バリ取りおよび表面処理
- 五軸面取り工具による自動エッジ追従
- 手作業削減
主な後処理:
- 陽極酸化処理(アルマイト)
- 硬質アルマイト
- サンドブラスト+アルマイト
- 化成処理(クロメート)
9️⃣ 品質検査(QC)
- 三次元測定機(CMM)
- 表面粗さ測定
- 同心度、平面度、角度検査
🚀 三、アルミ合金五軸加工の主なメリット
✔ 段取り削減 → 精度向上
✔ 複雑曲面を一工程で加工
✔ 斜め穴・面取りの同時加工
✔ 高品質な表面仕上げ
✔ 加工時間の大幅短縮
🧠 四、実務加工における注意点
- 切粉堆積防止 → 高流量クーラント使用
- 溶着防止コーティング工具(TiB₂ / DLC)の採用
- 熱変形管理
- CAMシミュレーションは必須
#CNC加工 #精密加工 #位置決め精度 #加工精度 #CNC工作機械 #5軸加工 #精密部品加工 #自動加工技術 #CNC工作機械の精度
#機械レールのローディング・アンローディング #AI自動スタッキングロボットアーム
#Yongyi Technology #自動特殊用途機械製造 #自動アームハンドリング・ローディング #自動検査・組立
#ロボットアーム吸盤グリッパーシリーズ #CNC精密部品製造 #半導体自動化部品供給 #ステンレス鋼・アルミニウム合金・炭素鋼・銅合金
#エンジニアリングプラスチック #板金溶接組立 #セラミック・石英加工 #カスタム治具設計・製造・開発 #お客様組立サービス
#スライドテーブル微調整システム #デジタル顕微鏡 #アルミ押出台車 #日本製NPMシリーズ製品
#半導体部品 #自動化機器部品 #CNC加工 #ロボットアームによるローディング・アンローディング #自動ローディング・アンローディング装置 #スマートマニュファクチャリング #自動化生産ライン #スマートファクトリー #自動化装置
#CNC加工 #CNC精密加工 #半導体部品 #自動化装置 #精密部品 #ロボットアーム #ステンレス鋼加工 #エンジニアリングプラスチック #セラミック加工
Yong Yi Technology
Yong Yi Technology Co., Ltd. ロゴ
所在地: 台湾 台中市潭子區大豊路一段188-9号 42756 中国
電話番号: +886-4-25341382
着信音量: +886-4-25341847
メールアドレス: yongyi-sales@umail.hinet.net
メールアドレス: justinwu6767@gmail.com