🔬 Pièces en aluminium pour équipements semi-conducteurs × Analyse du processus d’usinage 5 axes

Quelles sont les cinq axes d’une machine-outil 5 axes ?
Les « cinq axes » d’une machine d’usinage 5 axes correspondent à cinq degrés de liberté permettant à l’outil ou à la pièce de se déplacer et de tourner simultanément.
✅ Trois axes linéaires de base
- Axe X — Mouvement gauche–droite
- Axe Y — Mouvement avant–arrière
- Axe Z — Mouvement haut–bas
Ces axes contrôlent la position de l’outil dans l’espace tridimensionnel.
✅ Deux axes de rotation supplémentaires
- Axe A — Rotation autour de l’axe X
- Axe B — Rotation autour de l’axe Y
(Parfois, l’axe C autour de l’axe Z est utilisé.)
📌 Configurations courantes
① Table trunnion (table rotative et inclinable)
➡️ Adaptée aux pièces de grande taille
② Tête de broche inclinable
➡️ Idéale pour les pièces complexes nécessitant une grande flexibilité angulaire
🛠 Avantages de l’usinage 5 axes
✔ Usinage de surfaces complexes en un seul montage
✔ Réduction des reprises
✔ Amélioration de la précision et de la productivité
✔ Optimisation de l’orientation de l’outil
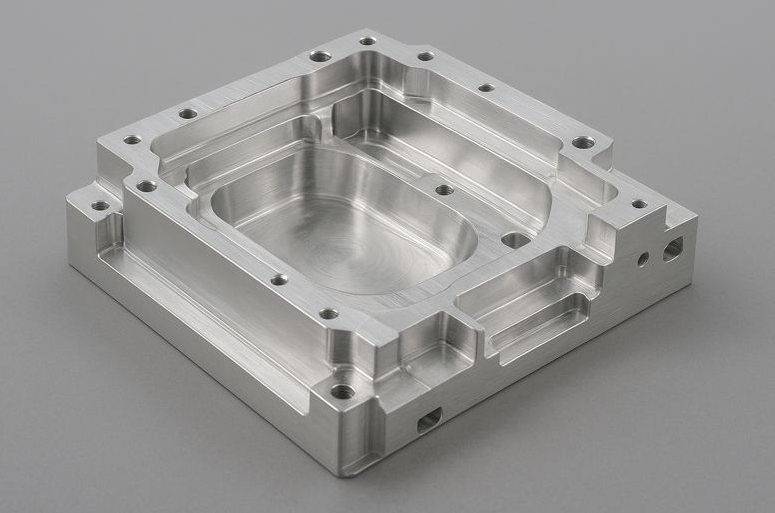
1. Rôle et caractéristiques des pièces en aluminium pour équipements semi-conducteurs
📌 Composants courants
- Chambre à vide (Vacuum Chamber)
- Porte-wafer / Base de chuck (Wafer Carrier / Chuck Base)
- Cadres / Supports (Frame / Bracket)
- Plaques de distribution de gaz (Gas Distribution Plate)
- Masques, capots, structures de dissipation thermique
📌 Pourquoi l’aluminium est largement utilisé dans les équipements semi-conducteurs ?
| Exigence | Avantage de l’aluminium |
|---|---|
| Haute précision | Usinage facile au niveau micrométrique |
| Légèreté | Réduit l’inertie de l’équipement |
| Stabilité thermique | Dissipation thermique rapide |
| Compatibilité vide | Faible dégazage |
| Résistance à la corrosion | Adapté aux traitements de surface |
2. Matériaux aluminium couramment utilisés pour les équipements semi-conducteurs
✅ Grades spécifiés (très important)
- 6061-T6 (Grade semi-conducteur)
- 6063 / 6082 (Composants structurels)
- MIC-6 / ALCA-5 (Plaques déstressées)
📌 Pour les pièces aluminium semi-conducteurs, l’accent n’est pas mis sur la « résistance », mais sur :
Faible contrainte interne + haute pureté + déformation contrôlée
3. Valeur clé de l’usinage 5 axes pour les pièces en aluminium semi-conducteurs
🔑 Pourquoi les pièces en aluminium semi-conducteurs nécessitent presque toujours un usinage 5 axes ?
1️⃣ Structures complexes sous vide
- Rainures d’étanchéité multi-surfaces
- Rainures pour joints toriques (haute planéité)
- Surfaces courbes et canaux internes
2️⃣ Trous inclinés / multi-angle
- Trous d’injection de gaz
- Trous pour capteurs
- Trous filetés à différents angles
3️⃣ Exigence d’une seule installation
- Erreur de montage = risque de fuite sous vide
- Le 5 axes permet de travailler plusieurs faces en une seule installation
4. Processus d’usinage 5 axes pour pièces en aluminium semi-conducteurs
1️⃣ Préparation (DFM / DFM+)
- Vérification des surfaces sous vide et des surfaces d’étanchéité
- Définition des surfaces critiques (Critical Surface)
- Définition des surfaces de référence et des directions de serrage
- Réservation de matière pour compensation du traitement de surface
📌 Pour les pièces semi-conducteurs : définir d’abord les « surfaces qui ne doivent pas échouer »
2️⃣ Stratégie CAM 5 axes (points clés)
- Principalement usinage en position 3+2 axes
- Utilisation locale du 5 axes simultané (surfaces courbes, chanfreins)
- Orientation de l’outil fixe pour éviter les surfaces inégales
👉 Équipement semi-conducteur ≠ pièces esthétiques aéronautiques
👉 Stabilité > trajectoire d’outil sophistiquée
3️⃣ Conception de fixation (Fixture Engineering)
- Gabarits en aluminium personnalisés (même matériau pour expansion thermique uniforme)
- Ventouses ou serrage faible contrainte
- Protection des surfaces de référence (pas de dommages)
📌 La plupart des pièces aluminium semi-conducteurs nécessitent des gabarits dédiés
4️⃣ Usinage grossier (Contrôle des contraintes)
- Élimination de matière en sections
- Usinage symétrique gauche-droite
- Éviter une coupe excessive d’un seul côté
Objectif :
Réduire les contraintes résiduelles → prévenir la déformation
5️⃣ Détente intermédiaire des contraintes (différence clé)
- Processus courant pour pièces grade semi-conducteur :
- Après usinage grossier → vieillissement artificiel / naturel
- Puis usinage semi-fini et finition
📌 Cette étape n’existe pas pour les pièces industrielles standard
6️⃣ Usinage de finition (norme vacuum-grade)
- Planéité des surfaces d’étanchéité : ≤ 0,01 mm
- Rugosité de surface :
- Surfaces d’étanchéité Ra ≤ 0,8 μm
- Surfaces non étanches Ra ≤ 1,6 μm
- Utilisation d’outil neuf
- Profondeur de coupe faible
- Contrôle thermique stable
7️⃣ Trous / canaux / filetages
- Usinage 5 axes positionné pour les trous inclinés
- Contrôle des bavures (Particle Control)
- Chanfrein uniforme avant taraudage
8️⃣ Ébavurage et nettoyage (critique pour semi-conducteur)
- Chanfreinage automatique 5 axes
- Interdiction de limage manuel
- Nettoyage par ultrasons
- Rinçage à l’eau DI
- Emballage en salle propre (Class 1000 / 100)
9️⃣ Traitement de surface (spec semi-conducteur)
- Spécifications courantes :
- Anodisation blanche (sulfurique / oxalique)
- Anodisation dure (Hard Anodize)
- Nickel chimique (EN-P, faible phosphore)
📌 Après traitement : vérification des
- Dimensions
- Épaisseur du film
- Position des trous
5. Contrôle qualité et documentation (importante pour les fabricants d’équipements)
- Mesure dimensionnelle complète CMM
- Test d’étanchéité sous vide
- Rapport de rugosité de surface
- Certificat de matériau (aluminium)
- Process Flow / Inspection Report
6. Facteurs clés pour le succès de l’usinage des pièces en aluminium semi-conducteurs
✅ Installation unique
✅ Contrôle des contraintes
✅ Gestion des particules
✅ Nettoyage et emballage
✅ Complétude des documents
Les pièces en aluminium semi-conducteurs ne sont pas seulement « finies après usinage » ; la réussite dépend de leur capacité à être intégrées dans l’équipement et à entrer dans le processus.
Procédé d’usinage 5 axes des alliages d’aluminium
Ci-dessous est présentée, du point de vue de la fabrication industrielle, une méthodologie d’usinage 5 axes des alliages d’aluminium couramment utilisée et éprouvée, adaptée aux applications de haute précision telles que l’aéronautique, les équipements pour semi-conducteurs, l’automobile et les composants optiques.
🔧 I. Sélection des matériaux (alliages d’aluminium courants)
Selon l’application, les alliages suivants sont fréquemment utilisés :
| Alliage d’aluminium | Caractéristiques | Applications typiques |
|---|---|---|
| 6061-T6 | Bon compromis général, excellente usinabilité | Pièces structurelles, composants d’équipements |
| 7075-T6 | Très haute résistance, matériau plus dur | Aéronautique, pièces fortement sollicitées |
| 5052 | Excellente résistance à la corrosion | Tôlerie, boîtiers |
| MIC-6 / ALCA-5 | Traitement de détente des contraintes | Plateformes de précision, montages |
📌 En usinage 5 axes, les alliages 6061 et 7075 sont les plus utilisés, offrant un bon équilibre entre usinabilité et rigidité.
⚙️ II. Flux global du procédé d’usinage 5 axes
1️⃣ Évaluation du procédé et planification de l’usinage
- Analyse du modèle 3D (surfaces complexes, chanfreins, angles de perçage)
- Détermination de l’usinage 5 axes simultané ou 3+2 positionné
- Définition des références et des orientations d’usinage
- Évaluation des interférences et du porte-à-faux de l’outil
👉 Avantage clé du 5 axes : usinage multi-faces en un seul montage
2️⃣ Programmation CAM (planification des trajectoires 5 axes)
Logiciels CAM couramment utilisés :
- Siemens NX
- Mastercam
- PowerMill
- hyperMILL
Points clés de la programmation CAM :
- Contrôle de l’orientation de l’outil (éviter les collisions)
- Stratégies à niveau constant / pas constant / trajectoires en flux
- Angle de coupe optimal (réduction du collage de l’aluminium)
3️⃣ Montage et positionnement (fixations)
Points d’attention spécifiques à l’aluminium :
- Éviter un serrage excessif pouvant provoquer des déformations
Solutions courantes :
- Montages sous vide
- Mors doux
- Montages 5 axes personnalisés
📌 L’usinage 5 axes privilégie un montage unique avec usinage multi-angles
4️⃣ Usinage d’ébauche (Roughing)
Objectif : enlèvement rapide de matière sans déformation
- Outils : fraises de grand diamètre, fraises à rayon d’angle
- Stratégies :
- Usinage grande vitesse (UGV / HSM)
- Fraisage adaptatif (Adaptive)
Paramètres de coupe (indicatifs) :
- Vitesse de rotation élevée
- Avance moyenne à élevée
- Faible profondeur de passe
🛠 Les alliages d’aluminium se prêtent parfaitement à l’usinage à grande vitesse et forte avance
5️⃣ Semi-finition (Semi-Finish)
Objectifs :
- Correction des déformations
- Conservation d’une surépaisseur uniforme pour la finition
- Maîtrise de la précision des surfaces par le 5 axes simultané
Surépaisseur typique : 0,2 à 0,5 mm
6️⃣ Finition (Finish)
Étape clé de la qualité finale
Outils utilisés :
- Fraises boule
- Fraises à rayon (bull-nose)
Apport du 5 axes simultané :
- Maintien de l’angle de coupe optimal
- Réduction des marques d’outil
Rugosité de surface :
- Ra 0,8 à 1,6 μm
- Encore plus faible pour les pièces optiques
📌 Le 5 axes permet un usinage par le flanc de l’outil, garantissant une meilleure qualité de surface
7️⃣ Perçage et chanfreinage (multi-angles)
- Réalisation des perçages inclinés et croisés en une seule opération
- Indexation automatique des axes
- Excellente coaxialité et précision de position
8️⃣ Ébavurage et traitements de surface
- Chanfreinage automatique avec outils 5 axes à suivi de contour
- Réduction des opérations manuelles
Options de post-traitement :
- Anodisation
- Anodisation dure
- Sablage + anodisation
- Traitement de conversion chimique (chromatation)
9️⃣ Contrôle qualité (QC)
- Machine de mesure tridimensionnelle (MMT / CMM)
- Mesure de la rugosité de surface
- Contrôles de concentricité, de planéité et d’angles
🚀 III. Avantages clés de l’usinage 5 axes de l’aluminium
✔ Réduction des montages → meilleure précision
✔ Usinage des formes complexes en une seule opération
✔ Perçage incliné et chanfreinage simultanés
✔ Qualité de surface supérieure
✔ Temps de fabrication considérablement réduit
🧠 IV. Points d’attention en production
- Éviter l’accumulation de copeaux → utiliser un arrosage à haut débit
- Outils avec revêtement anti-adhérence (TiB₂ / DLC)
- Maîtrise des déformations thermiques
- Simulation CAM complète indispensable
#UsinageCNC #UsinageDePrécision #PrécisionDePositionnement #PrécisionD’Usinage #MachinesOutilsCNC #Usinage5Axes #UsinageDePiècesDePrécision #TechnologieD’UsinageAutomatique #PrécisionDesMachinesOutilsCNC
#RailsDeChargementEtDéchargement #BrasRobotEmpileurAutomatiqueIA
#TechnologieYongyi #FabricationAutomatiqueDeMachinesSpéciales #ManipulationEtChargementAutomatiquesDeBras #InspectionEtAssemblageAutomatiques
#SérieDePinceauxÀVentousesPourBrasRobots #FabricationDeComposantsDePrécisionCNC #FournitureDeComposantsPourAutomatisationDeSemi-conducteurs #AcierInoxydable #AlliageD’Aluminium #AcierAuCarbone #AlliageDeCuivre
#PlastiquesTechniques #AssemblageParSoudageDeTôles #UsinageDeCéramiqueEtQuartz #Conception,Fabrication et DéveloppementDeMontagesSurMesure #ServiceDeMontageClient
#SystèmeDeRéglageFinitionDeTablesCoulissantes #MicroscopeNumérique #ChariotPourExtrusionD’Aluminium #ProduitsDeLaSérie NPM (Japon)
#ComposantsPourSemi-conducteurs #ComposantsPourÉquipementsAutomatiques #UsinageCNC #BrasRobot Chargement et déchargement #Équipements de chargement et déchargement automatiques #Fabrication intelligente #Ligne de production automatisée #Usine intelligente #Équipements d’automatisation
#Usinage CNC #Usinage CNC de précision #Composants semi-conducteurs #Équipements d’automatisation #Composants de précision #Bras robotisé #Usinage de l’acier inoxydable #Plastiques techniques #Traduction de la céramique
Yong Yi Technology
Logo de Yong Yi Technology Co., Ltd.
Adresse : N° 188-9, Section 1, Dafeng Road, District de Tanzih, Taichung City, Taïwan 42756, Chine
Tél. : +886-4-25341382
Appel : +886-4-25341847
Courriel : yongyi-sales@umail.hinet.net
Courriel : justinwu6767@gmail.com